
2. Като използвате компресор на пружината на клапана, компресирайте всяка пружина последователно, така че конусните предпазители (ключалки) да могат да бъдат премахнати. След отстраняване на коничните предпазни пръстени, освободете и отстранете пружините на клапана заедно с тарелките. Ако е трудно да премахнете предпазителите, не огъвайте допълнително пружините, а ги издърпайте с отвертка. Най-добре е да използвате пинсети, за да премахнете предпазителите.
3. Преди да извадите клапаните от главата, е необходимо да отбележите към кой цилиндър принадлежи. За да направите това ви трябва:
- напълнете клапаните на първия цилиндър - точка по точка,
- на второто - по две точки,
- на третата - по три точки,
- на четвъртото - не запълвайте точки
Точките се пробиват с перфоратор (на всмукателния и изпускателния клапан) от страната на горивната камера, когато клапанът е надеждно поддържан от целия периметър на шпонката върху леглото на клапана. Подобни точки могат да бъдат пробити на повърхността на горивна камера, за да няма съмнение при монтажа. Първият цилиндър е разположен близо до зъбния ремък, четвъртият цилиндър е близо до маховика.
След демонтирането на клапаните те трябва да бъдат проверени. Много дълбоки драскотини по уплътняващата повърхност, които не могат да бъдат фугирани, квалифицират вентила като изискващ подмяна. Правим същото, когато вентилът е огънат или изгорял. Краят на пръта трябва да бъде шлифован, за да се премахнат следите от действието на лоста на клапана или тласкача. Въглеродът може да се отстрани от стеблото с въртяща се метална четка.
4. Проверете състоянието на лостовете на клапаните.Ако се забележи известно износване на контактната повърхност на лоста с ексцентрика, тогава лостът се заменя с нов. Ако се забележи вдлъбнатина върху работната повърхност на лоста и стеблото на клапана, повърхността на лоста трябва да се шлайфа.
5. След това проверяваме състоянието на пружините на клапаните. Счупени пружини, повредени или след дълъг пробег трябва да се сменят с нови. Ако има съмнение за тяхното състояние, огъването на пружината може да се провери в специализирана фирма под определено налягане.
6. Отстранете уплътненията на водача на клапана. След това изваждаме долните гнезда на клапанните пружини (снимка 1.116).

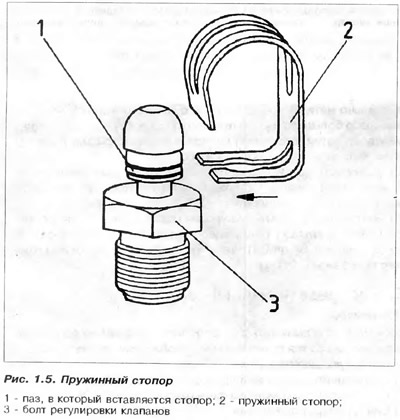
7. Не е необходимо да развивате болтовете със сферични глави (фиг. 1.5), освен ако това ще е необходимо само в случай на повреда, тъй като има възможност за оголване на резбата в главата.
8. Въглеродните отлагания трябва да бъдат внимателно отстранени със скрепер, за да не се повреди уплътнената повърхност на главата и леглата на клапаните.
Също така е необходимо да почистите диска на клапана, като обърнете внимание на неговата уплътнена повърхност. Често срещана неизправност на двигателя, причинена от много сажди, е самозапалването или трудностите при регулиране на правилния момент на запалване. Това се открива, когато горивото се изгаря с почукване в двигателя, ако моментът на запалване е зададен според данните за настройка.


9. С помощта на скрепер е необходимо да отстраните всички остатъци от уплътненията, след това изплакнете главата с керосин, изплакнете с вода и издухайте със сгъстен въздух.
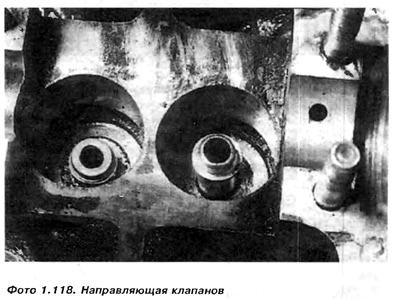
10. Проверете направляващите отвори на клапаните за износване и сменете, ако е необходимо. Проверяваме износването на водача, като вмъкваме нов клапан във водача и измерваме напредването на диска на клапана перпендикулярно на оста на клапана, от едно крайно положение до другото.Вентилът трябва да бъде поставен така, че горната част на стеблото на клапана е в една равнина с горната част на водача на клапана.mm за всмукателния клапан и 1,3 mm за изпускателния клапан. За стар клапан тези стойности може да са малко по-високи. Необходимо е водачите да се проверяват един по един. ако измерените стойности (при използване на нов клапан) са по-големи от данните, тогава водачите трябва да бъдат сменени Ние избиваме използвания водач с чук през чук, центриран върху отвора, или го изстискваме с преса (снимка 1.120). Новият водач трябва да може да се пресова и е препоръчително главата да се загрее до 70° C. Можем да поставим водача и във фризера. Преди. как да нокаутирам старото ръководство. необходимо е да го измерите, колко се издига над повърхността с главата, а също и да натиснете нов. Преди натискане дупката в главата и водача трябва да се смажат с масло. Монтирайте главата на стойката за преса, така че оста на отвора в главата да съвпадне с оста на буталото на пресата След натискане е необходимо да проверите данните над преместването на клапана.

Ако са налични микрометър и манометър за отвори за малки отвори, измерената монтажна междина между вентила и водача трябва да бъде между 0,03...0,06 mm за нови части и до 0,15 mm за използвани части.

Ако вътрешният отвор на коректора претърпи деформация по време на вдлъбнатина, той трябва да се пробие с калибриращо свредло.
Интерференцията между новия водач и отвора в главата трябва да бъде между 0,06 и 0,10 mm.
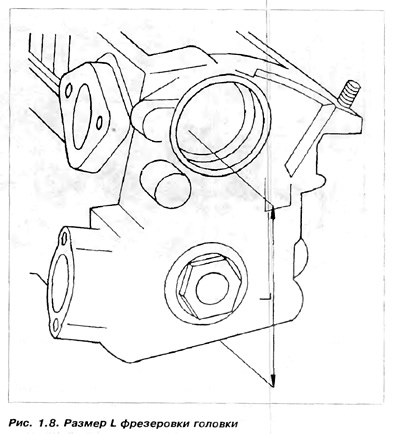
11. С помощта на линийка и габарит е необходимо да проверите дали повърхността на главата е претърпяла деформация. Обърнете специално внимание на повърхността между горивните камери. Хлътналата повърхност на тези места води до по-слаб натиск на уплътнението Тъй като разстоянието между цилиндрите не е много голямо, отслабеното налягане на уплътнението увеличава възможността от изгарянето му.повърхности на главата в подходящо оборудван механичен завод. Често срещана причина за кривината на si главите е неравномерното затягане или натискане без разхлабване на всички болтове, а по-късно - пълното им отвиване. Размер L е посочен в техническите данни, ако слоевете, отстранени по време на обработката, са по-големи от 0,5 mm. необходимо е да се фрезоват леглата на клапаните, за да се спуснат клапаните по-дълбоко с дебелината на отстранения слой.Това е необходимо, за да се предотврати удар на буталото в клапана и да се избегне огъване на клапаните. Тази операция се извършва с фрези за легла на клапани, които са центрирани по оста на водача на клапана.Седлото трябва да се фрезова и когато има следи от корозия и се виждат изгорели петна, както и когато пилотните клапани са сменени. корозията е малка, достатъчно е да я премахнете с шлифовъчна паста.
Внимание: Седлата на клапаните трябва да се сменят от специализирана фирма, тъй като при монтажа трябва да бъдат изпълнени определени условия.
Преди да натиснете главата на гнездото, е необходимо да загреете до 320°C или да охладите гнездото в течен азот и да загреете главата до 100°C.
12. Начини за ремонт на леглата на клапаните: леглата на клапаните се ремонтират чрез фрезоване и фугиране или шлайфане и фугиране. Нека обсъдим първия метод, защото. шлайфането изисква много скъпа шлифовъчна машина. Ръчните шлифовъчни машини не гарантират достатъчна точност на обработка, защото предават вибрации от електрически мотор (често ненастроен в нашите шлифовъчни машини). Те се използват ефективно за отстраняване на втвърдената повърхност на леглото на клапана. След шлайфане на стационарна шлифовъчна машина не е необходимо фугиране.Фрезоването има недостатъка, че е необходимо фугиране, тъй като повърхността на гнездото след обработка е леко вълниста. Фрезата с ъгъл 90°се вкарва в патронника с центриращ прът, който се вкарва в отвора на насочващия клапан и. притискайки го към гнездото,
а) Изработване на монтажна повърхност под формата на равномерна лента с ширина от 1,5 до 2,0 mm (фиг. 1.8)
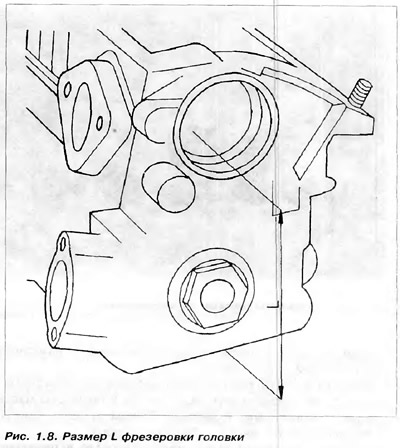
b) Ъгълът на наклона на тази лента трябва да бъде 90°, а повърхността на лентата трябва да е аксиална спрямо отвора на водача на клапана.
Ако по време на фрезоването ширината на лентата надвишава допустимата граница, е необходимо да я намалите с помощта на две допълнителни фрези с първо 150° и след това 30° ъгли, с фреза с ъгъл 90°. Основният проблем е поддържането на подравняването. Често отворите за водача на клапана и центриращият прът имат празнина, която предотвратява неправилното подравняване.
Неправилно подравнена муфа ще изисква дълго фугиране. Можете да опитате да избегнете това. След фрезоването на муфата (преди фугирането) е необходимо да поставите съответния кран, да го натиснете леко с пръст, за да влезе, а с другата ръка да го завъртите няколко пъти, така че да влезе нормално в муфата. Поставете маркуч с компресиран въздух във входящия или изходящия колектор, но не под много високо налягане След това трябва да се налее малко керосин върху натиснатия клапан. Въздушните мехурчета, които се появяват, ще покажат места, където клапанът не пасва в седалката. Това е липсата на коаксиалност, която има такъв ефект, че дискът на клапана е само частично съединен по периметъра със седлото.Необходимо е повторно фрезоване на седлото, като се обърне внимание на
Коментари на посетители