
Па чарзе крыж-накрыж адкруціць гайкі шпілек мацавання і зняць вечкі падшыпнікаў № 2 і 4. Выняць адначасова з апор галоўкі цыліндраў абодва размеркавальных вала. Выняць з адтулін галоўкі цыліндраў штурхачы клапанаў, папярэдне вырабячы на іх пазнакі, каб пры зборцы паставіць на ранейшыя месцы. З дапамогай прынады VW 2037 зняць сухары, талеркі, апорныя шайбы спружыны клапанаў. Выняць клапаны, зняць з накіравальных утулак маслоотражательные каўпачкі клапанаў, папярэдне вырабячы на дэталі ўсталявальныя пазнакі ў выпадку іх паўторнага выкарыстання.
Пры рамонце з дапамогай паверачнай лінейкі і набору мацаў праверыць плоскаснасць паверхні спалучэння галоўкі цыліндраў з блокам цыліндраў, якое не павінна перавышаць 0,1 мм (для рухавіка "ABF" - 0,05 мм).
Пры неабходнасці прашліфаваць спалучаюцца паверхню галоўкі цыліндраў, выконваючы дапушчальныя межы. Пасля шліфавання якая спалучаецца паверхні галоўкі цыліндраў варта прашліфаваць таксама сёдлы клапанаў для забеспячэння мінімальнай адлегласці а (мал. 2-143) паміж тарцом стрыжня клапана і верхняй плоскасцю галоўкі цыліндраў, якое павінна быць роўна 34,4 мм для впускных клапанаў і 34,7 мм для выпускных клапанаў. Захаванне дадзенага памеру неабходна для забеспячэння звычайнай працы гідраўлічных штурхачоў і прадухіленні дотыку паміж галоўкамі клапанаў і дном поршня.

Праверыць стан клапанаў і затамкавых спружын. Праверыць стан сёдлаў клапанаў і пры неабходнасці прашліфаваць іх. карыстаючыся спецыяльнай прыладай і выконваючы гранічныя памеры, указаныя ў падраздзеле «Канструкцыя і тэхнічныя характарыстыкі». Праліфаваць пры неабходнасці працоўныя фаскі впускных клапанаў. Рабочыя фаскі выпускных клапанаў шліфаванню не падлягаюць. Дапускаецца толькі іх прыцірка. У астатніх выпадках яны падлягаюць замене. Старанна ачысціць галоўку цыліндраў перад зборкай, а таксама пасля шліфавання і прыціркі сёдлаў і клапанаў. Праверыць ступень зносу гнёздаў накіроўвалых утулак клапанаў і зазор паміж утулкамі і стрыжнямі клапанаў. Для гэтага ўставіць новы клапан у накіроўвалую ўтулку і вызначыць зазор паміж тарцом стрыжня і абзой накіроўвалай утулкі з дапамогай прынады VW 387 з індыкатарам (мал. 2-144).

Усталяваць у падшыпнікі размеркавальныя валы, усталяваць вечкі падшыпнікаў і зацягнуць гайкі шпілек мацавання вечкаў падшыпнікаў момантам 1,5 кгс·м.
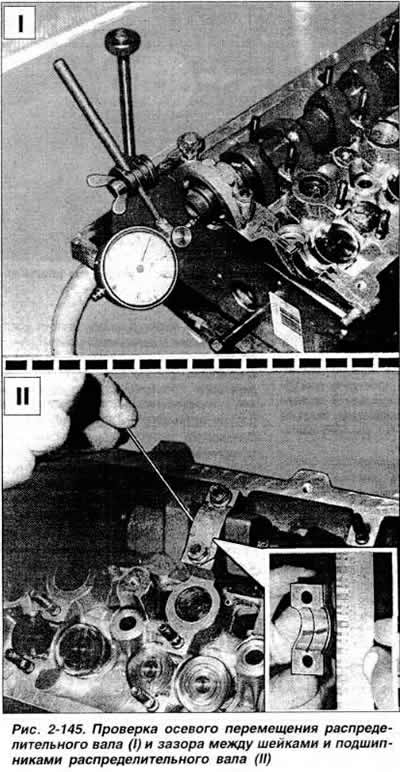
З дапамогай прынады VW 387 з індыкатарам праверыць восевае перасоўванне размеркавальных валаў, якое не павінна перавышаць 0,15 мм (мал. 2-145). Вызначыць зазор паміж шыйкамі размеркавальных валаў і вечкамі падшыпнікаў. Для гэтага зняць вечкі падшыпнікаў, пакласці на кожную шыйку размеркавальных валаў адрэзак пластмасавага калібраванага дроту, усталяваць вечкі падшыпнікаў і зацягнуць гайкі шпілек мацавання момантам 1,5 кгс·м. Адкруціць гайкі шпілек, асцярожна зняць вечкі падшыпнікаў і па спляскванні дрота вызначыць велічыню зазору з дапамогай шкалы, нанесенай на пакаванні дрота. Зазор не павінен перавышаць 0,1 мм.
Для зборкі ўставіць клапаны, папярэдне вышмараваўшы іх стрыжні маторным алеем. Надзець на стрыжань клапана ахоўны каўпачок. Апраўкай VW 10204 напрессовать на накіроўвалую ўтулку клапана новы маслоотражательный каўпачок. Устанавіць у галоўку цыліндраў апорныя шайбы затамкавых спружын. Надзець на стрыжань клапана прынада для ўсталёўкі маслоотражательных каўпачкоў, папярэдне надзеўшы каўпачок на канец стрыжня, і надзець каўпачок да ўпора, з сілай націснуўшы на прынаду. Зняць прынаду і пераканацца ў правільнай усталёўцы маслоотражательного каўпачка.
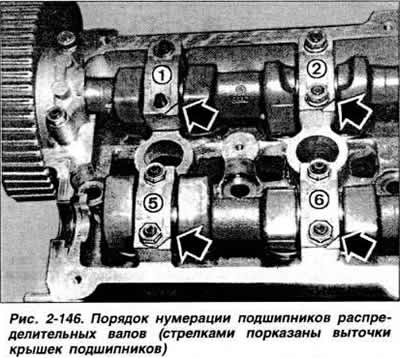
Устанавіць талеркі затамкавых спружын, затамкавыя спружыны і сухары. Уставіць у адтуліны галоўкі штурхачы клапанаў, папярэдне вышмараваўшы іх маторным маслам. Звярнуць асаблівую ўвагу на тое, каб штурхачы былі ўсталяваныя на ранейшыя месцы. Абкласці ў апоры галоўкі размеркавальныя валы так, каб пазнакі на іх зорачках размясціліся сябар супраць сябра (мал. 2-148). Усталяваць вечкі падшыпнікаў размеркавальных валаў у парадку, зваротным зняцці, зважаючы на тое. каб вывострыванні на вечках размяшчаліся са боку выпускнога размеркавальнага вала (мал. 2-144). Зацягнуць гайкі шпілек мацавання вечкаў падшыпнікаў момантам 1,5 кгс·м. З дапамогай падыходнай апраўкі запрасаваць сальнік выпускнога размеркавальнага вала.

Усталяваць зубчасты шкіў выпускнога размеркавальнага вала і зацягнуць ніт мацавання шківа момантам 6,5 кгс·м Усталяваць впускной трубаправод і выпускны калектар.
Каментары наведвальнікаў