
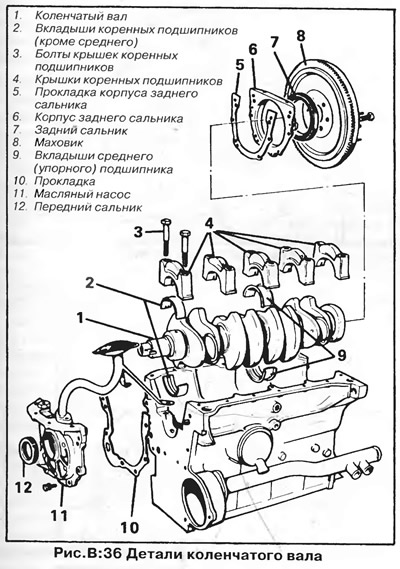
Disassembly (pic. B:35 and B:36)
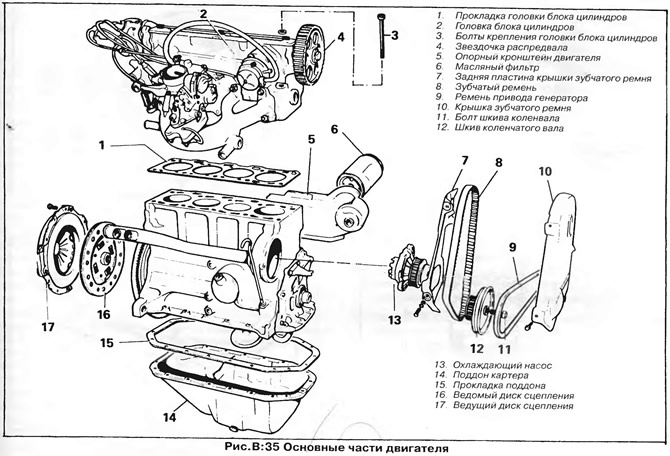
1. Loosen the alternator drive belt, remove the belt, then remove the alternator.
2. Remove the toothed belt.
3. Remove the back plate of the toothed belt cover and remove the cooling pump from the cylinder block.
4. Remove a valvate cover and in regular intervals loosen bolts of fastening of a head of the block of cylinders in sequence, return shown on fig. AT 10 O'CLOCK. Remove the cylinder head and remove the gasket.
5. Unscrew the oil filter element from its base on the cylinder block.
6. Remove the clutch from the flywheel. Fix the flywheel, unscrew the bolts of its fastening and remove the flywheel from the crankshaft flange.
7. Turn over the block of cylinders and remove the pallet of a crankcase.
8. Turn away bolts and remove the case of a back epiploon of a cranked shaft.
9. Remove the crankshaft pulley. Remove the oil pump and oil intake bolts and remove the oil pump.
10. For each connecting rod in turn:
- A) Bring the connecting rod to bottom dead center (NMT), by turning the crankshaft.
- b) If the connecting rod and cap are unmarked, mark them according to the cylinder number using a center punch.
- V) Loosen the connecting rod bearing cap nuts, lightly tap the nuts to loosen the cap fit, then completely loosen the nuts and remove the cap from the connecting rod.
- G) Push the piston up out of the cylinder and carefully remove it, together with the connecting rod, from the cylinder block.
- d) Remove the connecting rod bearings from the connecting rod and cap. Label the earbuds if they are to be used again.
11. Loosen the main bearing cap bolts evenly and remove the caps. Carefully lift the crankshaft and remove it.
12. Remove the main bearing shells from the caps and bearing beds in the crankcase. Label the earbuds if they are to be used again.
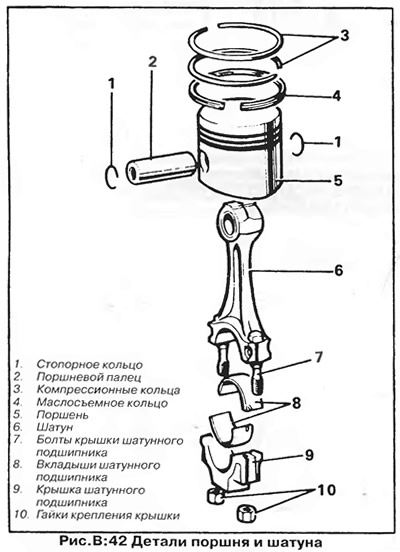
13. If necessary, disassemble the piston and connecting rod assembly in the following order:
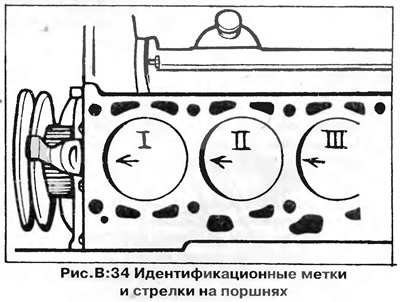
- A) Mark the piston by making a mark on its bottom according to the cylinder number (pic. Q:34). Mark the front of the piston with an arrow. The marks on the connecting rod and connecting rod cap must also be placed on the front side (turned to the crankshaft pulley - fig. Q:37).
- b) Carefully pry out the circlips from both piston bosses with a sharp tool (pic. Q:38).
- V) Press out the piston pin using a suitable drift (pic. Q:39). If the plunger is immersed for a few minutes in hot water, this will facilitate the operation.
- G) Remove the piston rings through the piston head.



Inspection and repair
NOTE: Inspection and repair of cylinder head parts are discussed earlier in the section "cylinder head".
Cylinder walls
Inspect the cylinder walls for scratches and roughness. Inspect the top and bottom of the cylinder for a ridge (bead), resulting from wear on the rest of the cylinder.
If there are no obvious signs of cylinder wear, check the cylinder with an accurate internal micrometer. Measure the diameter of each cylinder at three different levels. First install the micrometer parallel to the axis of the crankshaft, and then perpendicular to it. The difference between two measurements at the same level will show the value of the ovality of the cylinder, and the difference between the measurements at the top and bottom of the cylinder in the same plane will show the value of its taper (pic. Q:42).
Minor surface defects can be eliminated by honing; Cylinders with deep scratches, steps or excessive wear should be bored out to the next (enlarged) repair size. Leave the cylinder boring operation to a specialized company with the necessary equipment.
ATTENTION: When boring the cylinders, in order to avoid deformation of the bore of the main bearings, all main bearing caps must be installed in place, therefore, the cylinder block should be handed over to the factory with the bearing caps installed.
After boring, honing, or deglazing, cylinders should be washed with soapy water or detergent and wiped dry with a lint-free cloth. Then lubricate the cylinders with engine oil to prevent corrosion.
Pistons
Clean the surfaces of the pistons from all deposits: scrape off carbon deposits, remove resinous deposits with a solvent. Do not use a caustic solution or a wire brush to clean the pistons.
Remove carbon deposits from the piston grooves. Use a groove cleaner or use a piece of an old piston ring as a scraper. Be careful: if the groove side is damaged, excessive ring play will occur, which will not seal enough, resulting in excessive fuel consumption. Clean the oil drain holes in the oil scraper ring grooves.
Inspect each piston for cracks, scratches, or other damage. "spongy", eroded areas near the edge of the piston crown are usually due to detonation or early ignition. Inspect the piston grooves for high steps on the inside of the bottom groove sides. Replace pistons that show signs of abnormal wear or damage.
Piston rings
When repairing an engine, it is recommended to always install new piston rings. If new rings are installed in an old cylinder, first remove the gloss from the cylinder walls using a special tool (hone) or fine sandpaper (in the latter case, it is necessary to carefully remove all traces of abrasive from the walls of the cylinder after processing).
Measure the gap in the lock of each piston ring by installing the ring in the corresponding cylinder (pic. B:40). To install the ring evenly into the cylinder, use the inverted piston. If the clearance is not correct, install another set of rings. Measure the clearance of each ring in the corresponding piston groove (pic. Q:41). The probe must move freely around the entire circumference without jamming.


Inspect each piston, connecting rod and rings for wear or damage and replace parts as necessary.
Crankshaft
Inspect the shaft journals for scratches, nicks, grooves, and other defects.
Measure the diameter of each journal in at least four places with an accurate micrometer to determine if it is out-of-round, tapered, or undersized. If the taper or ovality is excessive, or if the journal surface is severely flawed, regrind or replace the crankshaft. If, after machining, the diameter of at least one neck does not fit within the minimum allowable limits, replace the crankshaft.
Inserts of main and connecting rod bearings
Clean the bearing shells thoroughly with benzene or similar solvent and dry them with compressed air. Do not scrape tar deposits from the liners.
Inspect the working surface of each earbud for scratches, chips, or pits, and replace any defective earbuds. If the gap does not exceed the allowable gap with the steel base of the liner visible, there is no need to replace the liner.
If there are no visible defects, check the bearing clearances as described below.
The value of the allowable clearance in the main and connecting rod bearings is given in the section "Technical data".
Measuring operating clearances in bearings
Checking the clearance in the main and connecting rod bearings is carried out using a special tool of the type "Plastigauge".
NOTE: "Plastigauge" is the trade name for an accurately calibrated plastic measuring strip manufactured by Plastigauge Mfg.Co., Hewarts Lane, Bognor Regis, Sussex, P021 3DR.
1. Clean the surfaces of the crankshaft, liners and bearing caps from oil and dirt.
2. Install the top halves of the liners into their respective beds in the crankcase by inserting the tabs of the liners into the notches of the beds. Crankcase-mounted liners have an oil groove, unlike plain cover liners.
3. Carefully lower the crankshaft onto the bearings.
4. Place the bottom half of the bushing into the cap of the bearing to be measured, making sure it is properly seated.
5. Put a piece of strip "Plastigauge" on the neck of the crankshaft along the axis, shifting it from the center by approximately 6 mm.
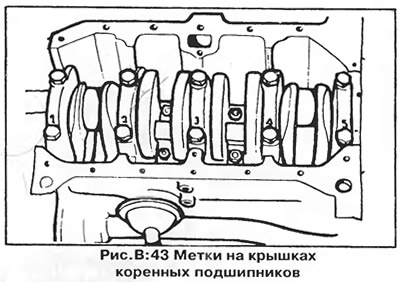
6. Install the main bearing cap and tighten the bolts to the correct torque (see section "Technical data"). Remember that bearing caps are not interchangeable, each cap has a number and should only be installed in its place (pic. Q:43). Take measurements for each bearing separately - you do not need to install the covers of the remaining bearings.
7. Turn out bolts and remove a cover of the bearing. Remember that the crankshaft must be stationary during the check.
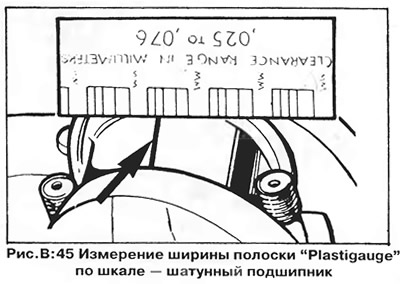
8 Measure the width of the flattened plastic strip using the scale on the packaging "Plastigauge" (pic. Q:44). The widest point shows the value of the minimum gap, the narrowest - the maximum. The difference between the two measurements gives the neck taper value.

9. Clean the neck and bearing shell from traces "Plastigauge". Rotate the crankshaft a quarter of a turn and repeat the measurement. The difference between the two measurements will give the neck ovality value.
10. Thoroughly clean the crankshaft journal and bearing "Plastigauge" - it is very important.
11. Connecting rod bearing clearances are measured in the same way as main bearings (pic. Q:45).
Assembly
1. Install dry liners in bed and main bearing caps. Please note that the middle main bearing shells have thrust surfaces, as this bearing is thrust and limits the axial movement of the crankshaft. Make sure that the liner locks fit into the corresponding recesses in the crankcase.
2. Lubricate the working surfaces of the liners and the neck of the crankshaft with engine oil and carefully lower the crankshaft onto the bearings.
3. Install the main bearing caps in their respective places, determined by the markings on the caps (remember that the covers must not be interchanged - fig. Q:43). Tighten the cover bolts with a torque of 6.5 kgm. Check the ease of rotation of the crankshaft.
4. Measure the end play of the crankshaft Move the crankshaft all the way forward to select the end play in one direction, and measure the clearance between the thrust surface of the middle main bearing and the web of the crankshaft using feeler gauges (pic. Q:46). The gap should be within 0.07-0.18 mm, the maximum allowable gap is 0.20 mm.

5. Assemble the pistons with the connecting rods as follows: Heat the piston to 60°in hot water, then lubricate the piston pin bores in the connecting rod and piston bosses with graphite grease. Assemble the connecting rod with the piston so that the arrow on the piston head and the markings on the connecting rod and cap are on the same side (pic. B:34 and B:37). Press the piston pin into the piston and secure it on both sides with circlips. Make sure that the circlips fit correctly in the grooves.
6. Install the rings on the pistons according to the instructions that come with the new rings. Wear rings from the side of the piston bottom, starting from the bottom (oil scraper). The lower compression and oil scraper rings have a mark on one of the surfaces "TOR", which should be facing up. In repair kits for rings intended for installation in old (not bored) cylinders, the top ring usually has a staggered groove along the outer edge designed to prevent the ring from contacting the ridge (bead), formed in the upper part of the cylinder due to wear. This ring must be installed with the stepped part facing up.
When installing rings on the piston, use a special expander to expand them (pic. Q:47) - this eliminates the possibility of ring breakage or piston damage.

7. For each connecting rod with a piston in turn:
- A) Make sure the piston and connecting rod markings match and are correctly oriented.
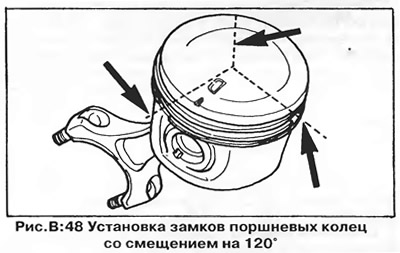
- b) Install the piston rings so that their locks are offset from each other by 120° (pic. Q:48).
- V) Lubricate the cylinder walls and piston rings liberally with clean engine oil.
- G) Insert the piston with connecting rod into the corresponding cylinder, orienting it correctly (the arrow on the bottom of the piston should point towards the crankshaft pulley - fig. Q:34).
- d) Compress the rings with a special mandrel (pic. Q:49). Push the piston out of the mandrel and into the cylinder with a wooden hammer handle until the bottom of the piston is just below the top of the cylinder (pic. B.49). Be careful not to hit the connecting rod on the crankshaft. Don't try to install pistons by hand (without mandrel) - this can lead to breakage of the rings.
- e) Install new earbuds (dry) into the cap and bottom head of the connecting rod so that the bushing lock fits into the corresponding recess in the connecting rod.
- and) Lubricate the crankshaft journal and connecting rod bearing shells with clean engine oil, then tighten the connecting rod firmly against the journal and install the cap onto the connecting rod.
- h) Make sure that the markings on the connecting rod and the cap match, they must be on the same side during assembly.
- And) Install the connecting rod cap with new nuts. Before installing, lubricate the nuts and tighten them to 3.0 kNm, and then tighten by turning another 90°.
- To) Check the end play of the connecting rod on the crankpin using a feeler gauge (pic. Q:53). The play of the connecting rod should be in the range of 0.05-0.31 mm.

8. Reassemble the remaining parts in the reverse order of their removal.
Visitor comments