
2. Measure the piston clearance in the cylinder. If it exceeds the allowable value (0.15 mm), it is necessary to bore the cylinder to one of the three oversized diameters. The cylinder diameter shall be measured at three heights perpendicular to each other.
After boring, the mounting clearance of the piston in the cylinder should be 0.03 mm.
3. If it becomes necessary to turn the body, which was previously bored out to the last repair size, it is necessary to transfer the body sleeves. This operation must be carried out by a specialized company.
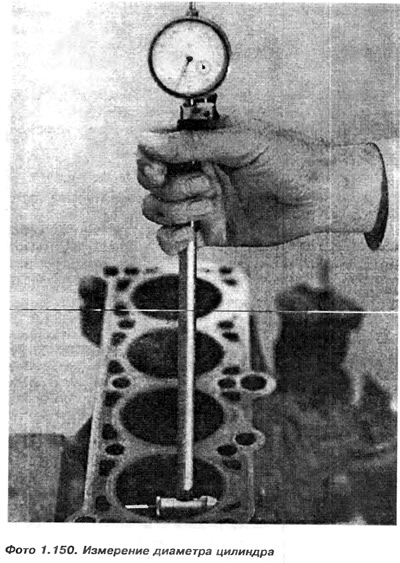
4. It is necessary to check the cone and oval of the cylinder liners using a micrometer (photo 1.150). The cylinder liner wears the most in the upper part, where the most severe operating conditions, i.e. the highest temperature, pressure and worst lubrication. The first O-ring extends to a distance of 5 mm from the top edge of the cylinder liner. Below you will feel an expressive threshold (barrier). If it is large, this indicates engine wear. In the same place we measure the diameter of the sleeve.
5. The diameter measured under the threshold must not differ from the diameter measured at the bottom of the sleeve (where it wears out the least) more than 0.15 mm.
6. If the new pistons are fitted to the old bores, it is important that the liner walls are slightly roughened with fine sandpaper. This will enable normal lapping of the piston rings.
7. It is necessary to carefully check for cracks and damage in the crankcase and cylinder block. If necessary, we take out the plugs of the oil or water channels, clean and blow them with compressed air.
We hammer in new plugs usually for sealing liquid. If there is no doubt about the correct clogging of the plugs, you can check their tightness. To do this, we supply compressed air to the oil or water channels, and cover the plug on the outside with a layer of oil so that air bubbles are visible if they appear. During the test, other channel outlets must be closed. In a similar way, we check for cracks in the case. We muffle all the outlets of the oil and water channels, except for one through which we supply compressed air. Then the body is placed in water and the location of the leak is determined. Since there are a lot of outlets of channels, especially water ones, of various shapes on the contact surface of the head, which are difficult to seal, we suggest fitting a piece of rubber and tin with a thickness of 4-5 mm. Rubber and tin should have an external shape and size copied from an old head gasket. According to the gasket, it is necessary to redraw the holes for the bolts that secure the head to rubber and tin. Then we drill holes in the designated places and screw the tin with rubber underlay to the body. We seal all the upper holes in this way. If cracks are found, you can try to solder the case at a specialized company.
8. Check the bore diameter of the main bushings.
Visitor comments