
Insert the valve into the sleeve and press firmly against the seat.
measure distance «A» between the end of the valve and the top edge of the head (see fig. 52).
Determine the allowable size of the working chamfer by subtracting from the measured value «A» allowable minimum distance of the end of the rod from the edge of the block head, which is 35.8 mm for the intake valve and 36.1 mm for the exhaust valve.
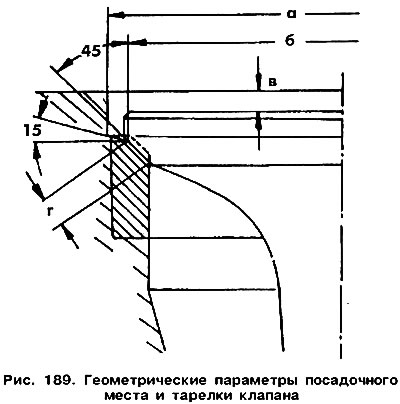
Check the seats for wear. Minor signs of wear can be repaired with a 45°cutter. If the working bevel has deep cavities, the seats must be machined again. The seats are milled when the guide bushings are replaced. First, the actual working chamfer is machined with a 45°cutter, and then the upper part is machined with a 15°angle, so that the width of the working belt is 2.0 mm for inlet valves and 2.4 mm for exhaust valves.
Processing ends when the required width of the working chamfer is reached. It is recommended to check that the working chamfer is not too deep into the head. To do this, the valve is inserted into the seat and the size is measured using a depth gauge «V» (see fig. 189). If it exceeds 1.5 mm, the seat is too deep and the head must be replaced.
Attention! If the engine has a head with a camshaft after remanufacturing at the factory, then the installation of valve clearances is not required (in vehicles manufactured since 1986.), since the head is equipped with hydraulic pushers. It is recommended to well lubricate the contact surfaces of the tappets with the camshaft cams before installing the head. The plastic caps that prevent the valve from falling out can only be removed after the head has been installed.
After machining the seat, the seat and valve facets must be lapped. To do this, cover the chamfers of the surface with lapping paste and insert the valve into the hole. Fix the fixture on the valve and, pressing against the seat, turn the valve in both directions (see fig. 53). After that, remove the paste and clean all parts. Check the chamfers of the valve disc and seat. On both surfaces, a continuous matt ring should be visible with a width corresponding to the width of the working chamfer. On the working surface of the valve disc, make a few marks with a pencil after about 1 mm, insert the valve into the sleeve and push the disc into the seat. Pressing firmly, turn the valve 900. Remove the valve and check if the pencil marks have disappeared from the working bevel. If the width of the belt is within acceptable limits, you can proceed with the installation of the block head. Otherwise, it is necessary to continue grinding or install a restored block head.
Visitor comments