
Installation of the secondary shaft is carried out in the reverse order of dismantling (see fig. 324). During assembly, the following guidelines should be followed:
- The thickness of the shim is determined based on measurements of the backlash (see below).
- Tapered bearing race 3 (see fig. 324) pressed onto the shaft.
- Synchronizer assembly has been described in the paragraph for a four-speed gearbox (model 084). The ends of the springs should be positioned as shown in rice. 296.
- The 11th gear is mounted on a needle bearing, then the synchronizer blocking ring is inserted, and then the synchronizer assembly. The groove in the synchroniser housing must point towards 1st gear. The synchronizer is pressed in until the recesses in its body are in line with the latches.
- The gear wheel of 1 transfer is established with the synchronizer. Then, the output shaft play should be adjusted if at least one part installed in the gearbox housing, the shaft or the tapered bearing, has been replaced. If there is no need to adjust the play, a tapered bearing should be installed on the shaft.
- Put on the outer race of the bearing, or carefully install it into the gearbox housing from the clutch side together with an adjusting washer 0.65 mm thick.
- Install the output shaft assembly and the second part of the gearbox housing. Tighten the bolts to a torque of 25 Nm.
- Turn the secondary shaft several times and attach an indicator with a special plate and stand to its end (see fig. 309 by analogy), but now install the plate on the end of the output shaft. Reset the indicator to zero by setting the initial preload to 1.0 mm.
- Move the output shaft axially in both directions and take the indicator readings. Write down the result (e.g. 0.30 mm.) It should be noted that the zeroing of the indicator must be performed after the shaft has moved to one of the sides, since the indicator needle does not return to its initial position.
- Based on the result, determine the thickness of the shim. To do this, add the thickness of the already installed washer, the indicator readings and the bearing preload. For example, a 0.65 washer is installed. Measured value +0.30 mm. The preload is +0.20 mm. In this case, the thickness of the washer is 1.15 mm.
- Again remove the output shaft, the outer race of the bearing and increase the thickness of the washer in the range from 0.65 to 1.40 mm.
- Place the outer race of the bearing with the selected adjusting washer in place in the gearbox housing from the clutch side and tighten the crankcase mounting bolts to a torque of 25 Nm.
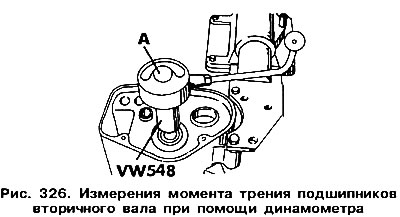
- Attach a special nozzle VW 54B to the secondary shaft and a dynamometer to measure the friction moment (pic. 326). Rotate the shaft using the dynamometer handle, which should show a torque of 0.80-0.160 Nm in the case of new bearings or no more than 0.30 Nm in the case of installing the old bearings. Lubricate the bearings well before checking.
Installation of the input shaft is carried out in the reverse order of dismantling (see fig. 322). Adjustment of the axial play of the shaft is necessary if one of the parts of the gearbox housing, the shaft itself or the tapered bearing is replaced. When installing the shaft, adhere to the following instructions:
- Synchronizer 13 is assembled in the same way as in the model 084 four-speed gearbox. The synchronizer cage and hub must be replaced as an assembly.
- Wider part of the synchronizer hub relative to the groove (marked with an arrow in Fig. 327) should be directed towards the gears of the IV gear. Taper bearing 19 (see fig. 322) is pressed onto the shaft with a cone outward.

- Lubricate the needle bearing 17 and install it on the shaft. Put on the gear wheel 16 of the III gear on the bearing. Install the blocking ring 15 of the synchronizer, and then the retaining ring 12.
- Install differential. The bearing preload must be adjusted as described here.
- Clamp the input shaft and install the synchronizer on it using a piece of pipe. Check by the position of the groove on the edge of the splined surface of the hub (top arrow in fig. 327) correct installation.
- Install retaining ring 12 (see fig. 322) and insert the blocking ring 14 of the synchronizer.
- Install gear 6 IV gear with needle bearing 5 and spring washer 4, and then put tapered bearing 3 on the shaft. If none of the above parts has been replaced with a new one, then you can install the shaft in place without adjustment. Otherwise, it is necessary to adjust the axial play of the shaft.
- Insert the inner bearing race 2 into the gearbox housing from the clutch side (see fig. 32) without shim 1. Insert the input shaft into the crankcase and bolt the two halves of the crankcase (tightening torque 25 Nm).
- Attach a special stand with an indicator to the crankcase (see fig. 309), but now install the plate on the end of the input shaft. Rotate the shaft several times.
- Set the initial reading of the indicator to 1.0.
- Move the input shaft in the axial direction and read the indicator (e.g. 1.21 mm). Based on the result, determine the thickness of the shim (by analogy with the secondary shaft - see above). Washers are available in various thicknesses» which allows you to choose the washer according to the dimensions obtained. It is recommended to take measurements several times.
- Remove the input shaft and bearing race as shown in fig. 316.
- Install the bearing ring in place by inserting the selected (one or two) adjusting washers. Insert the input shaft and reconnect both parts of the crankcase.
- Repeat measurements. With the correct selection of the washer, the play should be 0.01-0.12 mm.
Further installation of parts is in the reverse order of disassembly (see fig. 313). However, you should pay attention to the following:
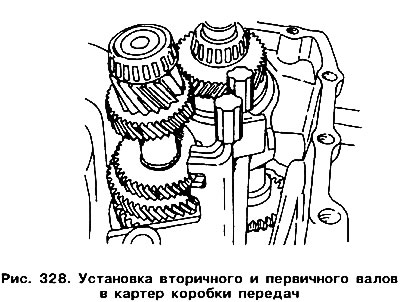
- The nodes and details shown in fig. 320, install as a single assembly in the gearbox housing (pic. 328).
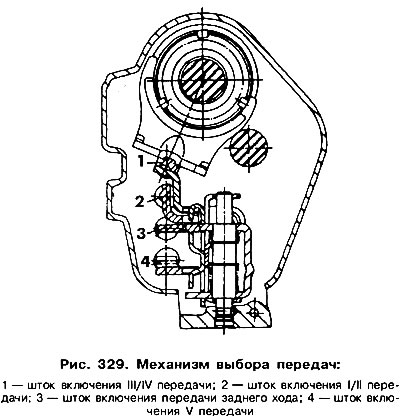
- Raise the reverse gear 8 with a square and install the lever 6, as well as the reverse rod 5. The rods after installation should take the position shown in fig. 329.
- Apply a layer of sealant to the mating plane of the crankcase and connect it with the gearbox housing from the clutch side. Press pins 11, 19 into the crankcase (see fig. 313). Install the tie bolts and tighten to 25 Nm.
- Insert both drive shafts into the crankcase and screw in the bolts of their fastening. The tightening torque for the bolts is 25 Nm.
- Install the V gear on the input shaft with the chamfer facing the tapered bearing and insert the circlip.
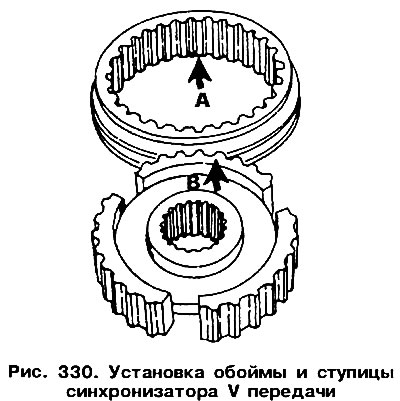
- Install the rest of the 5th gear parts (see fig. 312). The way to install the synchronizer is shown in fig. 330. The synchronizer holder has three teeth of greater height (arrow A), and the synchronizer hub has a recess in the middle (arrow B), which must match. During the installation of the cage together with the forks, the V gear must be engaged, otherwise the thread of the round head bolt may be damaged. Coat the bolt threads with threadlocker «D6». It should be noted that at the end of 1986, other bolts began to be used and the new bolt will not go along the old thread. Retainer 6 (see fig. 312) can be replaced with a retaining ring.
- When adjusting the V gear, it is necessary to rotate the ball head bolt (arrow in fig. 314) until the synchronizer sleeve is flush with its hub.
- Then turn on the 5th gear and screw in the spherical head bolt until the 5th gear forks select the gap in the groove of the synchronizer cage.
- Remove the bolt (approximately 1/8 turn), so that there is a small gap between the groove wall and the forks.
- Without turning the bolt, fix it with a lock nut.
- Fasten cover 2 (see fig. 312) with a new gasket bolted to a torque of 8 Nm.
Visitor comments