
Checking valve springs
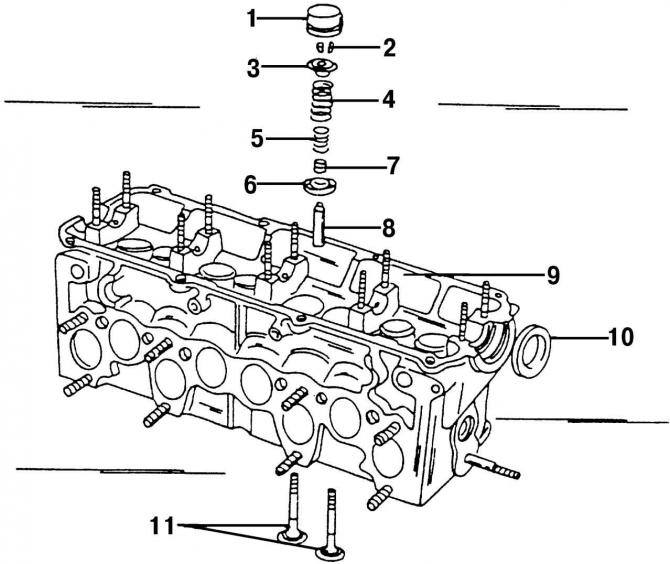
Pic. 396. Details of valves: 1 - poppet pusher; 2 - half of the conical chamfer of the valve; 3 - upper plate of the valve spring; 4 - external valve spring; 5 - internal valve spring; 6 - lower seat of the valve spring; 7 - oil deflector cap; 8 - valve guide sleeve; 9 - cylinder head; 10 - camshaft seal; 11 - valves
Valve springs are checked in the same way as for a gasoline engine (valve details are shown in fig. 396).
Valve guides
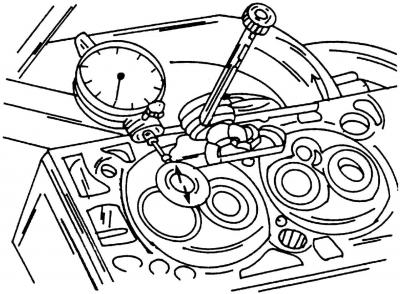
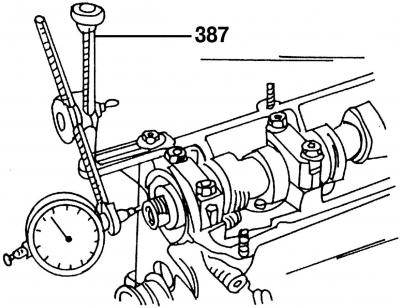
Pic. 397. Checking the valve stem clearance indicator in the valve guide
Install the indicator as shown in fig. 397 and insert the valve. Rock the valve disc at the top from side to side and check the indicator reading. If the value obtained is greater than 1.3 mm, replace the valve guide. Since the difference in size between the intake and exhaust valves is very small, be very careful not to confuse the intake and exhaust valves and only insert them into the appropriate holes.
After grinding, the cylinder head can be used if it has small scratches between the valve seats, provided that the scratches are not wider than 0.5 mm.
To replace the valve guide, press out the old valve guide using a suitable drift from the side of the cylinder head camshaft. If you notice that the valve guides are bonded, then they should be squeezed out from the side of the combustion chamber (replaced bushings have a screwed fastening). The cylinder head can be heated in order to facilitate this work. On the valve guide punch, screw a trunnion that fits the inside of the valve guide.
If the valve guide needs to be replaced, replace the valve with it. Then grind the valve seats.
Lubricate the new valve guides well with oil and press them from the side of the camshafts into the cold cylinder head so that the shoulder of the valve guide enters the cylinder head. The pressing pressure should not be more than 1 t, otherwise the collar may be sheared off.
After pressing the valve guide, process it with a special reamer. Process the guide bushings of the inlet and exhaust valves with a 8.0 mm reamer. This will automatically obtain the correct clearance of the valve guides.
Attention! If the valve guides have been replaced, the valve seats must be milled.
Valve seats
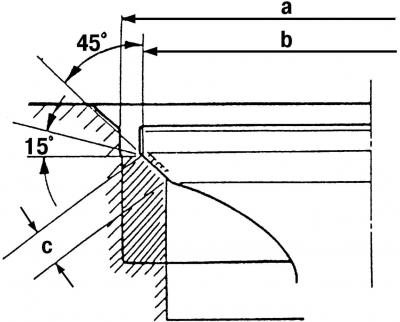
Pic. 398. Type of valve seat (The values of the measurements shown are given in the table of adjustments and controls.): a - valve seat diameter; b - valve head diameter; c - valve seat width
Process valve seats in accordance with those shown in fig. 398 sizes. Check all valve seats for wear and scratches. Light wear can be removed with a cutter (45°). If the seat is badly worn, re-mill the valve seats. As already mentioned, if the valve bushings have been replaced, then the valve seats must be lapped.
Take the following measurements to determine the valve seat rework size:
- insert the valve into its guide sleeve and press on the valve seat;
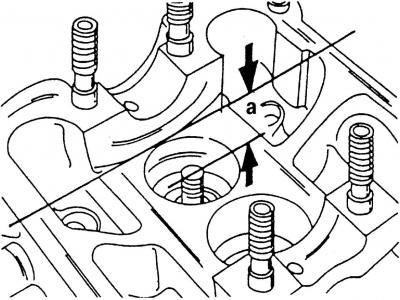
Pic. 399. Depth measurement a during reworking of valve seats (shown by arrows)
- measure interval a (pic. 399), between the top of the valve and the top edge of the cylinder head;
- Calculate the maximum and minimum allowable value of the measured value after milling. On the intake valves, it should be 35.8 mm, on the exhaust - 36.1 mm. If the minimum distance is subtracted from the measured value, then the maximum allowable value will be obtained. This will be important when carrying out the work that is described below.
The valve seats must be milled if new guide bushings have been installed. For this you need:
- 45°burr and then 15°burr on the upper edge of the valve seat (pic. 398), to reduce the width of the valve seat and bring it to 2.7 mm for intake and 2.05 mm for exhaust valves. Processing should be stopped as soon as the valve seat dimensions have reached the specified dimensions. The exhaust valve seats have diameter limiters. When processing, be careful not to damage these stops;
- in order not to bore the valve seats in the cylinder head too much, be sure to make the measurements described above;
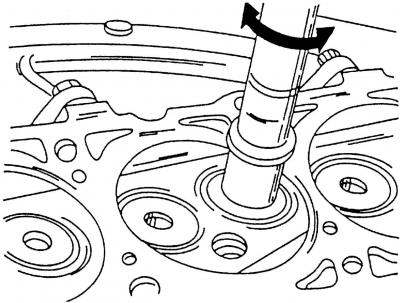
Pic. 400. Valve grinding
- grind machined valve seats. To do this, apply a small amount of lapping paste to the valve seat and install the valve in the appropriate seat. Rotating back and forth (pic. 400) perform grinding;
- after lapping, carefully clean all parts of dirt and lapping paste and check the valve seat in place of the valve disc and sealing ring. A continuous opaque ring should be visible on both parts;
- draw a few lines with a pencil on the ring in the valve plate. Dashes should be drawn around the ring at intervals of approximately 1 mm. After that, carefully insert the valve into the guide sleeve, lower it onto the seat and turn it around 90°, applying a slight force to the valve;
- remove the valve and check if the pencil lines from the o-ring are gone.
If the valve seat width corresponds to the specified dimensions, then the cylinder head can be installed. Otherwise, the valve seats must be reworked or, at the very least, a new cylinder head must be installed.
Valves
Minor damage to the surface of the valve heads can be repaired by lapping the valves in the cylinder head seats, as already described.
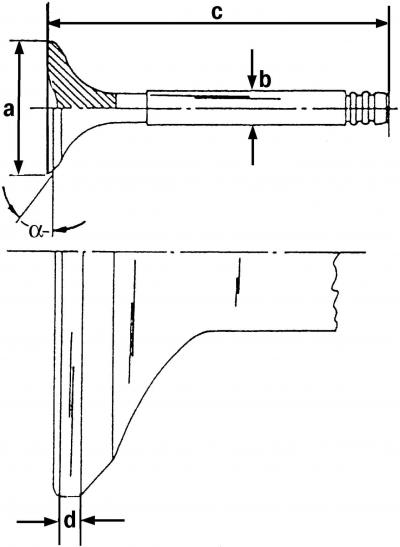
Pic. 401. The main dimensions of the valves. See the table of adjustments and control for exact values. The value of d cannot be less than the minimum nominal value of this dimension: a - valve disc diameter; b - valve stem diameter, c - valve length; d - edge of the valve disc; a = 45°
Take measurements (pic. 401) and replace any out-of-size valves. You can take the values corresponding to the designations a, b and c from the table of tolerances and control.
If the ends of the valve stems are worn, they can be ground on a grinding machine, provided that no more than 0.5 mm of material is removed during grinding.
Inlet valve discs can be ground on a valve grinder, provided that the value of b (pic. 401) will be less than 0.5 mm.
Grinding on the machine is not allowed for exhaust valves, as they are made of a special material. Only by lapping with paste can the exhaust and intake valves be restored to normal or, otherwise, replaced.
Cylinder head
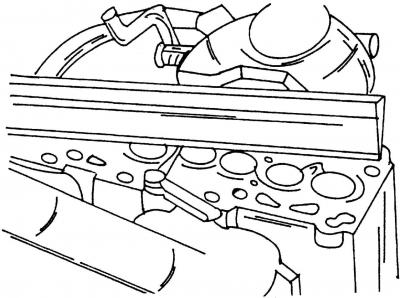
Pic. 402. Checking the cylinder head for deformation using a measuring ruler and a feeler gauge
Thoroughly clean the mating surfaces of the cylinder head and cylinder block and check the surface of the cylinder head for deformation. To do this, put a measuring ruler on the head (pic. 402) and use a feeler gauge to check the clearance lengthwise, across and diagonally. If the feeler gauge can be inserted more than 0.1 mm, then the cylinder head must be ground. If the gap in any place is greater, then the cylinder head should be replaced, since the removal of a larger layer of metal is unacceptable. Deformation of the surface of the cylinder head can occur, for example, when the engine overheats.
Camshaft
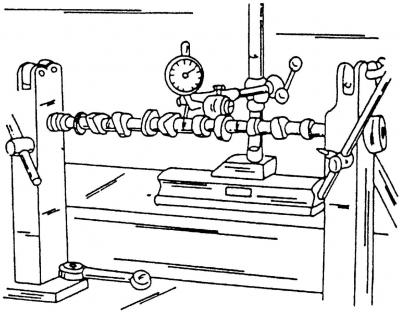
Pic. 403. Checking the runout of the camshaft
To determine the wear of the camshaft, clamp it, as shown in fig. 403 and install the indicator on the center bearing journal. If the gauge shows a deviation of more than 0.01 mm, then the camshaft is deformed and must be replaced.
Check the camshaft journals for damage.
Pic. 404. Measurement of the axial clearance of the camshaft
To measure the axial clearance of the camshaft, insert the camshaft into the cylinder head (without pushers) and secure it with the outer bearing caps. Place the cylinder head on a smooth surface. Mount the indicator on the end face (pic. 404) and move the shaft forward and backward in the direction of the axis. The gap should not be more than 0.15 mm. Otherwise, the bearing surface of the bearing cover is worn.
Visitor comments