
Разложите шатуны в порядке нумерации цилиндров. Приливы на нижней головке и крышке шатуна должны быть обращены к передней части двигателя (или согласно маркировке при разборке).
Снимите крышки и вкладыши, отложите их в сторону, чтобы не перепутать. Выньте болты.
Стрелки на днищах поршней должны быть направлены к передней части двигателя. Разверните замки поршневых колец на 120° На рис. 70 показано, как должны быть расположены замки поршневых колец по отношению к оси поршневого пальца.
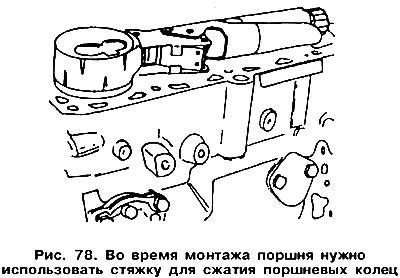
На поршневые кольца наденьте стяжку, как показано на рис. 78, и утопите кольца в канавки. Проверьте, чтобы кольца полностью вошли в канавки. Нижнюю головку шатуна оберните полиэтиленом, чтобы не допустить повреждения поверхности зеркала цилиндра.
Проверните коленчатый вал так, чтобы шатунная шейка нужного цилиндра находилось в НМТ. Вставьте шатун сверху в цилиндр. Блок цилиндров должен быть уложен на бок, чтобы нижнюю головку шатуна можно было подвести к обильно смазанной шатунной шейке коленчатого вала, сняв защитный материал (полиэтилен). Этот способ исключает возможность повреждения зеркала цилиндра или шатунной шейки коленчатого вала. Вкладыш шатуна должен уже находиться в нижней головке шатуна с выступом, установленным в паз нижней головки шатуна.
Вставьте поршень в цилиндр, кольца поочередно также войдут в цилиндр, а нижняя головка шатуна войдет в соприкосновение с шатунной шейкой коленчатого вала.
Крышку шатунного подшипника обильно смажьте моторным маслом. Наденьте крышку на болты шатуна и слегка обстучите ее. Еще раз убедитесь, что приливы на нижней головке и крышке шатуна (см. рис. 66) оказались на одной стороне. Это последняя возможность исправить возможную ошибку.
Смажьте на крышке места прилегания гаек. Гайки затягивайте следующим образом:
- в первой фазе поочередно моментом 30 Нм,
- во второй фазе доверните их на 90°.
После установки шатунов несколько раз проверните коленчатый вал, чтобы проверить качество сборки.
Еще раз проверьте маркировку всех шатунов и правильность установки поршней. Проверьте щупом зазор между боковой поверхностью крышки шатунного подшипника и щекой кривошипа (рис. 79). Это — осевой люфт шатунного подшипника, его величина не должна превышать 0,40 мм.

Остальные операции выполняйте в последовательности, обратной разборке, завершая сборку установкой поддона масляного картера.
Эту операцию нужно производить перед сборкой двигателя.
Картина нормального износа поверхности показана линией «а», а линия «1» показывает чрезмерный износ, вызванный недостатком масла.
Комментарии посетителей