
На привалочной плоскости головки блока закрепите держатель индикатора (рис. 187). Клапан выдвиньте из втулки настолько, чтобы конец стержня оказался заподлицо с торцом втулки с другой стороны головки.
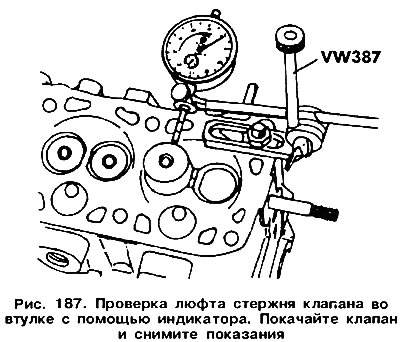
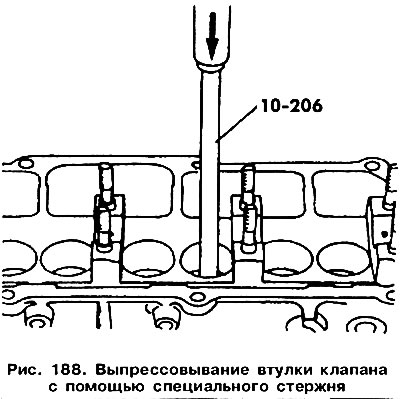
Покачайте клапан в поперечном направлении за тарелку клапана и снимите показания индикатора. Если они превышают 1,3 мм, то втулку следует заменить. Перед заменой втулки следует оценить общее техническое состояние головки блока. Небольшие трещины между седлами клапанов допустимы, если ширина не превышает 0,5 мм (см. рис. 47). Для замены втулки необходимо выпрессовать ее из головки блока со стороны распределительного вала с помощью стержня, равного или очень близкого по диаметру к диаметру втулки. Работу можно облегчить, предварительно подогрев головку. Используемый для выпрессовки стержень должен иметь проточку меньшего диаметра, соответствующую диаметру отверстия. Оправка для выполнения этой операции показана на рис. 188. Вместе с заменой втулок заменяют и клапаны, а параметры седел клапанов корректируются путем фрезерования (см. ниже). Новые втулки хорошо смажьте и запрессовывайте в холодную головку блока со стороны распределительного вала до того момента, когда буртик большего диаметра упрется в головку блока. С этого момента нельзя увеличивать силу давления на оправку, так как это может привести к срезанию буртика.
После установки втулки обработайте ее внутренний диаметр специальной разверткой. Если такой развертки нет, можно воспользоваться другой разверткой на 8 мм для впускных и выпускных клапанов.
Внимание! Седла клапанов следует фрезеровать только после замены втулок.
Комментарии посетителей