
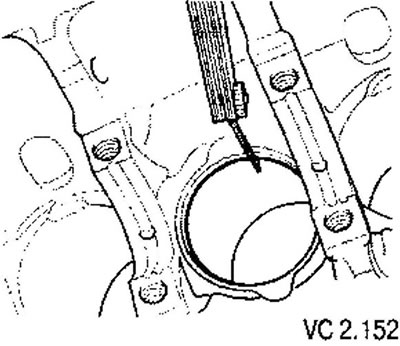
Provjera toplinskog zazora klipnih prstenova
Postavite prsten s vrha u cilindar, a zatim ga gurnite u dno cilindra tako da bude postavljen na udaljenosti od oko 15 mm od donjeg ruba cilindra (sa starim klipom).
| Klipni prsten | Toplinski razmak | |
| Novi | Najveća dopuštena vrijednost | |
| Kompresijski prstenovi | 0,20-0,40 | 0,8 |
| Prsten za struganje ulja | 0,25-0,50 | 0,8 |
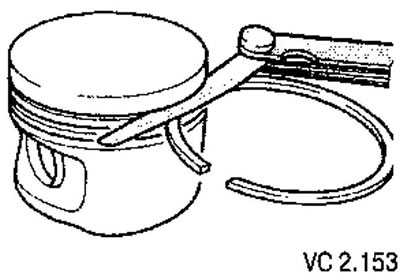
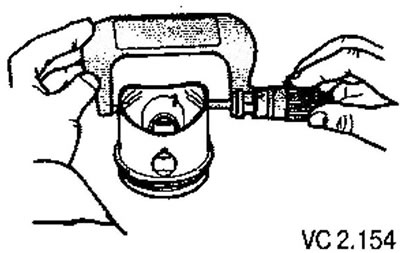
Provjera visinskog razmaka između utora i prstena
Prije provjere očistite utor na klipu.
| Klipni prsten | Visinski razmak između utora i prstena | |
| Novi | Najveća dopuštena vrijednost | |
| Kompresijski prstenovi | 0,06-0,09 mm | 0,20 mm |
| Prsten za struganje ulja | 0,03-0,06 mm | 0,15 mm |
Mjerite pod pravim kutom u odnosu na uzdužnu os cilindra, otprilike 10 mm iznad donjeg ruba ivice klipa.
Odstupanja od nazivnih dimenzija nisu veća od 0,04 mm.
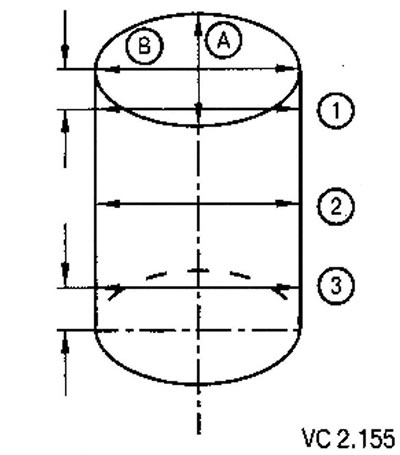
Provjera promjera cilindra
Izmjerite poprečno na tri mjesta poprečno (A) i uzdužni (U) pravcima.
Odstupanja od nazivnih dimenzija nisu veća od 0,08 mm.
Pažnja! Zabranjeno je mjeriti promjere cilindara na motoru instaliranom na montažnom postolju, jer u tom slučaju rezultati mjerenja mogu biti iskrivljeni zbog deformacije bloka cilindra pod vlastitom težinom.
Dimenzije klipa i cilindra:
- Nazivna veličina klipa: 80,965 mm*.
- Nazivna veličina cilindra: 81,01 mm*.
* Dimenzije bez grafitnog premaza (debljina 0,02 mm). Grafitni premaz se briše na početku rada.
Komentari posjetitelja