
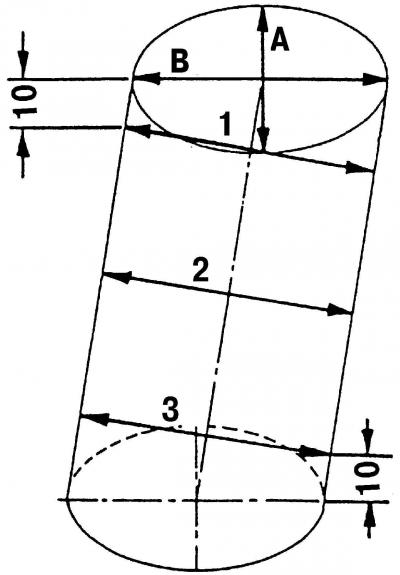
Riža. 60. Shema za mjerenje unutarnjeg promjera cilindra: 1, 2 i 3 - gornja, srednja i donja zona cilindra; A, B - poprečni i uzdužni smjer mjerenja
Provjerite prelazi li istrošenost cilindara maksimalno dopušteno - 0,08 mm. Zašto mjeriti unutarnji promjer cilindra posebnim mjernim uređajem - kalibrom u tri zone - u gornjem, srednjem i donjem dijelu cilindra (riža. 60) u poprečnom i uzdužnom smjeru motora.
Prilikom mjerenja gornje i donje zone cilindra treba se povući 10 mm od njihovih rubova. Dakle, kod mjerenja unutarnjeg promjera cilindra potrebno je izvršiti šest mjerenja za svaki cilindar.
Sve dobivene vrijednosti potrebno je zabilježiti i usporediti s vrijednostima navedenim u tablici podešavanja i kontrole. Ako je maksimalno trošenje barem jednog cilindra veće od 0,08 mm, probušite sve cilindre do najbliže veličine za popravak.
Za određivanje promjera cilindra izmjerite promjer klipa, dobivenoj vrijednosti dodajte još 0,03 mm, zbog istrčavanja klipa tijekom njegovog hoda, te dodatno dodajte 0,02 mm za završno honanje cilindra.
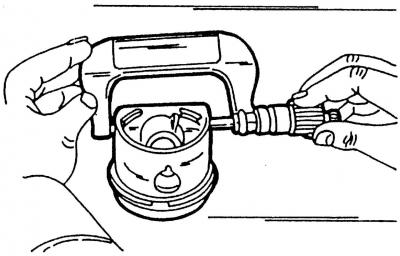
Riža. 61. Mjerenje promjera klipa
Klip ima složen oblik vanjske površine. Stoga se promjer klipa mjeri mikrometrom na udaljenosti od 6 mm od ruba ruba klipa i pod pravim kutom u odnosu na rupe klipnih osovinica (riža. 61).
Razlika između izmjerenog promjera klipa i njegove nazivne vrijednosti ne smije biti veća od 0,04 mm, u protivnom je potrebno ugraditi klip povećanog promjera - popravnu veličinu. Za motor VR6 proizvode se predimenzionirani klipovi s promjerom povećanim za 0,5 i 1,0 mm.
Za provjeru odstupanja klipa tijekom njegovog hoda, izmjerite promjer klipa i unutarnji promjer cilindra. Izračunajte razliku između dobivenih vrijednosti za svaki cilindar. Ako je razlika veća od 0,08 mm, cilindre treba izbušiti, budući da je odstupanje doseglo granicu istrošenosti.
Komentari posjetitelja