
Opruge ventila i vodilice ventila
Za potpuni pregled opruga ventila treba koristiti poseban alat za ispitivanje opruga. Ako nije, postavite opruge u nizu na glatku površinu tako da zatvoreni nabori budu na dnu. Postavite čelični kut pored opruge i izmjerite razmak između vrha opruge i kuta. Razmak ne smije biti veći od 2,0 mm. U suprotnom, opruga je iskrivljena.
Vodilice ventila
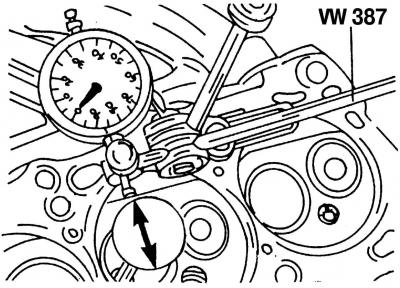
Riža. 38. Provjera odstupanja stabla ventila unutar vodeće čahure pomoću mjernog uređaja VW387
Kontrola otjecanja stabla ventila unutar vodeće čahure provodi se pomoću mjernog uređaja VW387, brojčanik (riža. 38).
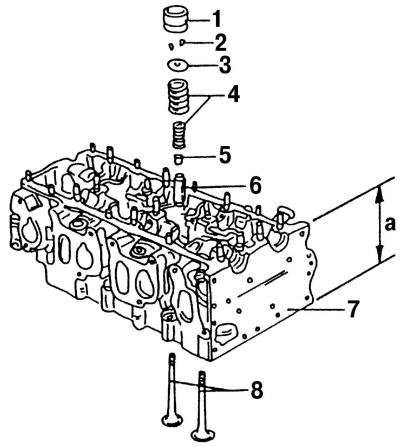
Riža. 37. Detalji pogonskog mehanizma ventila: 1 - hidraulički potiskivač; 2 - polovice stabla ventila (krekeri); 3 - gornja ploča opruge ventila; 4 - opruge ventila; 5 - kapa deflektora ulja; 6 - čahura za vođenje ventila; 7 - glava cilindra; 8 - ventili; a - visina glave cilindra
Zaljuljajte disk ventila u gornjem dijelu naprijed-natrag i provjerite očitanja indikatora brojčanika. Ako pokazuje više od 1,0 mm na usisnim ventilima i više od 1,3 mm na ispušnim ventilima, potrebno je zamijeniti vodilicu ventila. Također biste trebali provjeriti opće stanje glave cilindra prije zamjene vodilica ventila. Glava cilindra s malim ogrebotinama između sjedišta ventila ili između sjedišta ventila i navoja otvora svjećice može se ponovno brusiti i upotrijebiti, pod uvjetom da ogrebotine ne prelaze 0,5 mm u širinu. Nakon ponovnog brušenja glave cilindra, vrijednost a (riža. 37) mora biti najmanje 139,50 mm. Ovo je minimalna veličina. Nazivna visina glave cilindra je (140±0,1) mm. Mjerenja treba provesti kalibrom ili mjernim ravnalom, postavljajući glavu cilindra na ravnu površinu.
- stavite glavu cilindra na stol za prešanje kako biste uklonili vodilicu ventila;
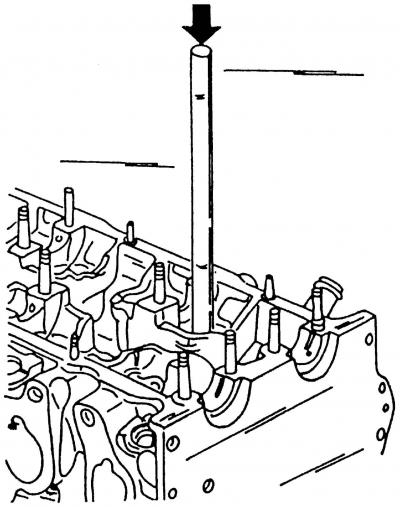
Riža. 39. Istiskivanje vodilice ventila. Nove čahure se utiskuju s iste strane
- vodilice ventila uklanjaju se pritiskom prema van sa strane bregaste osovine glave cilindra (riža. 39) pomoću bušilice.
Glava cilindra se može zagrijati kako bi se olakšao ovaj posao. Na bušilicu morate zavrnuti klin koji po veličini odgovara unutarnjoj strani vodilice ventila:
- prilikom zamjene vodilice ventila mijenja se i sam ventil. Zatim morate ponovno izbrusiti sjedišta ventila;
- podmažite nove vodilice ventila motornim uljem prije ugradnje i utisnite ih sa strane bregaste osovine u hladnu glavu motora tako da rub vodilice ventila uđe u glavu motora. Pritisak prešanja ne smije biti veći od 1 tone, jer se u suprotnom ovratnik može odrezati. Glava cilindra mora počivati na savršeno ravnoj površini;
- nakon prešanja, proširite rupe u čahuri vodilice usisnih i ispušnih ventila s razvrtačem od 7,0 mm;
- nakon zamjene vodilica ventila potrebno je preklopiti sjedišta ventila;
- nakon lapiranja temeljito operite sjedišta i kanale glave cilindra i ispuhajte komprimiranim zrakom.
Sjedišta ventila
Provjera i popravak sjedišta ventila provodi se na sljedeći način:
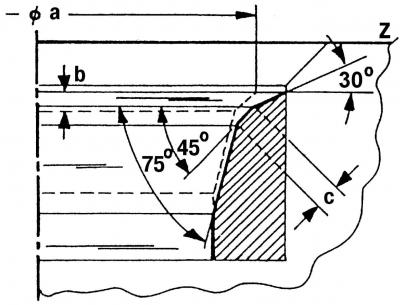
Riža. 40. Sjedišta ulaznih ventila: a - promjer sjedišta ventila (pogledajte tablicu podešavanja i kontrole); b - najveća veličina nakon popravka; c - širina sjedišta ventila, 1,7 mm; z - donji rub glave cilindra; 30°- gornji kut korekcije; 45°- kut skošenja sjedišta ventila; 75°- donji kut korekcije
- Provjerite sva sjedišta ventila na istrošenost i ogrebotine. Na radnim skošenjima sedla (područje kontakta ventila) ne bi trebalo biti rupa, korozije ili oštećenja. Manja oštećenja mogu se popraviti brušenjem sjedala rezačem pod kutom od 45°. U isto vrijeme uklonite što je moguće manje metala. Možete mljeti i ručno i mlinom. Ako su sjedala jako istrošena, treba ih ponovno izglodati. Oblik skošenja sjedišta ventila prikazan je na sl. 40. i 41.;
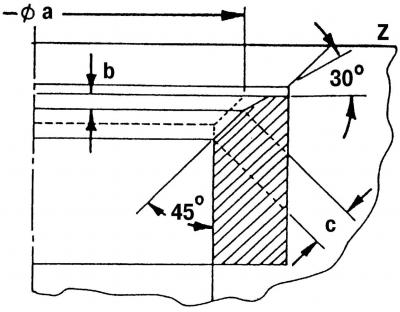
Riža. 41. Sjedišta ispušnih ventila: a - promjer sjedišta ventila (pogledajte tablicu podešavanja i kontrole); b - najveća veličina nakon popravka; c – širina sjedišta ventila, 2,4 mm; z - donji rub glave cilindra; 30°- gornji kut korekcije; 45°- kut skošenja sjedišta ventila
- izvršite sljedeća mjerenja kako biste zadovoljili dimenzije b, za ovo:
- umetnite ventil u njegovu vodeću čahuru i pritisnite sjedište ventila;
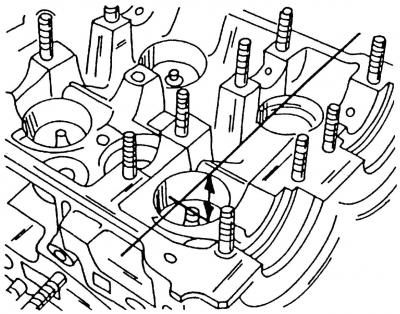
Riža. 42. Mjerenje visine izbočine kraja stabla ventila iznad gornjeg ruba glave cilindra
- izmjerite visinu izbočine kraja stabla ventila iznad gornjeg ruba glave cilindra (riža. 42). Da biste to učinili, postavite mjerno ravnalo na ravninu glave cilindra. Na usisnim ventilima trebao bi biti 33,9 mm, a na ispušnim ventilima - 34,1 mm;
- izračunajte vrijednost b, za koju je potrebno od izmjerene vrijednosti oduzeti najmanju udaljenost.
Ovo je neophodno kako se sjedišta ventila u glavi motora ne bi previše bušila. Sjedišta ventila također se moraju izglodati ako su ugrađene nove vodilice. Za ovo vam je potrebno:
- lagano obradite gornji rub sjedišta ventila rezačem od 45°, a zatim rezačem od 30°kako biste smanjili širinu sjedišta ventila na 1,7 mm za usisne i 2,0 mm za ispušne ventile. Obradu treba prekinuti čim dimenzije sjedišta ventila dostignu zadane dimenzije. Sjedišta ispušnih ventila imaju graničnike promjera. Prilikom obrade pazite da ne oštetite ove graničnike;
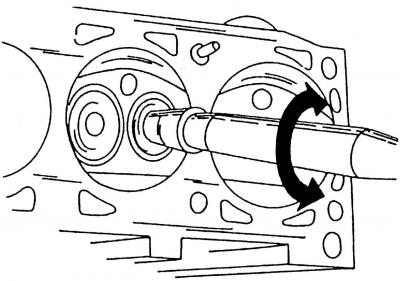
Riža. 43. Lapping ventila vakuumom
- brusiti strojno obrađena sjedišta ventila. Da biste to učinili, nanesite malu količinu dijamantne paste za lepljenje na sjedište ventila i ugradite ventil u odgovarajuće sjedište. Pričvrstite vakuumsku čašicu na ventil i njome okrećite ventil naprijed-natrag (riža. 43);
- provjerite sjedište ventila umjesto diska ventila i O-prstena. Na oba dijela trebao bi biti vidljiv neprekinuti, matirani prsten;
- nacrtajte nekoliko linija olovkom na prstenu u ploči ventila. Oko prstena treba nacrtati crtice u razmacima od približno 1 mm. Nakon toga pažljivo umetnite ventil u čahuru vodilice, spustite ga na sjedište i okrenite ga za 90°, primjenjujući malu silu na ventil;
- uklonite ventil i provjerite jesu li linije olovke s O-prstena nestale;
- nakon lepljenja temeljito očistite sve dijelove od prljavštine i ljepljive paste. Ako širina sjedišta ventila odgovara navedenim dimenzijama, tada se može ugraditi glava cilindra. U suprotnom, sjedišta ventila moraju se preraditi ili, u najmanju ruku, mora se ugraditi nova glava cilindra.
Ventili
Uklonite naslage ugljika s ventila. Provjerite je li šipka deformirana i ima li pukotina na ploči, za što:
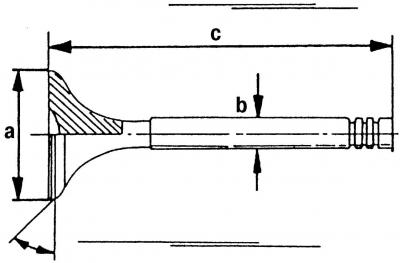
Riža. 44. Kontrolne dimenzije ventila: a - promjer diska ventila; b - promjer stabla ventila; c - duljina ventila
- izvršite mjerenja prema sl. 44 i zamijenite sve ventile koji ne odgovaraju ovim dimenzijama. Vrijednosti a, b i c mogu se uzeti iz tablice tolerancija i kontrole;
- ako je kraj stabla ventila istrošen, tada se može brusiti na stroju za brušenje, pod uvjetom da se tijekom brušenja ne ukloni više od 0,50 mm metala;
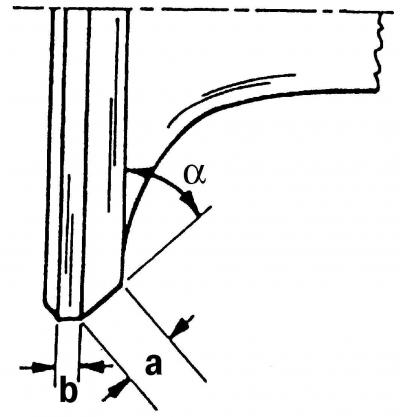
Riža. 45. Mjere pri brušenju skošenja ventila: a = 45°; a = maksimalno 3,5 mm; b = najmanje 0,5 mm
- diskovi usisnog ventila mogu se brusiti na brusilici za ventile, pod uvjetom da vrijednost b (riža. 45) bit će manji od 0,5 mm.
Pažnja! Brušenje na stroju nije dopušteno za ispušne ventile, jer su izrađeni od posebnog materijala. Samo nanošenjem paste možete pokušati vratiti ispušne ventile u normalu. U protivnom ih treba zamijeniti.
Glava cilindra
Temeljito operite glavu cilindra i očistite kanale za ulje. Uklonite naslage ugljika iz komora za izgaranje i s površine ispušnih kanala žičanom četkom. Temeljito očistite kontaktne površine glave cilindra i bloka cilindra. Pregledajte glavu cilindra. Ležajevi ispod rukavaca bregastog vratila i u rupama za podizače ventila ne smiju biti izgrebani ili oštećeni. Nisu dopuštene pukotine na bilo kojem mjestu glave cilindra.
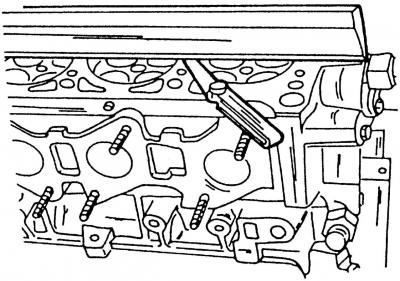
Riža. 46. Provjera deformacije glave cilindra pomoću mjernog ravnala i mjerača
Provjerite ima li deformacija na površini glave cilindra (riža. 46).
Da biste to učinili, postavite mjerno ravnalo na glavu i upotrijebite pip za mjerenje razmaka uzduž, poprijeko i dijagonalno. Ako ne prelazi 0,10 mm, tada se glava cilindra može brusiti. Ako je razmak na nekom mjestu veći, tada treba zamijeniti glavu cilindra, jer uklanjanje većeg sloja metala može negativno utjecati na kompresiju motora.
Bregaste osovine
Bregaste osovine nisu međusobno zamjenjive prvenstveno zbog prisutnosti Hall senzora na jednoj od njih. Osovine su identificirane brojem rezervnog dijela.
Prilikom pregleda bregastih vratila obratite pozornost na površine rukavaca ležaja (mjesta ležaja), brijega, koji mora biti dobro uglačan i neoštećen. Ako se pronađu znakovi zaglavljivanja ili duboke tragove, bregasto vratilo mora se zamijeniti.
Prije ugradnje bregastih osovina potrebno je obaviti sljedeće radove:
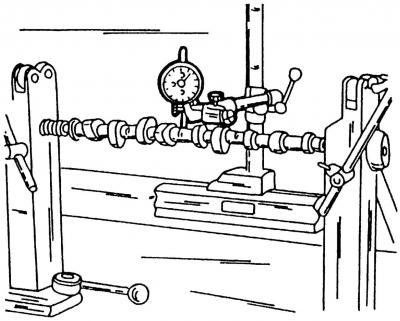
Riža. 47. Mjerenje radijalnog odstupanja bregastog vratila
- montirati bregasto vratilo s vanjskim rukavcima na dvije prizme ili između stezaljki struga i ugraditi mjerni uređaj na mjesto srednjeg ležaja (vratovi) bregasto vratilo (riža. 47);
- polako okrećite bregastu osovinu i pratite očitanja mjernog uređaja. Ako, prema očitanjima uređaja, radijalno odstupanje prelazi 0,01 mm, tada se bregasta osovina mora zamijeniti jer je deformirana. Provjerite drugu osovinu na isti način;
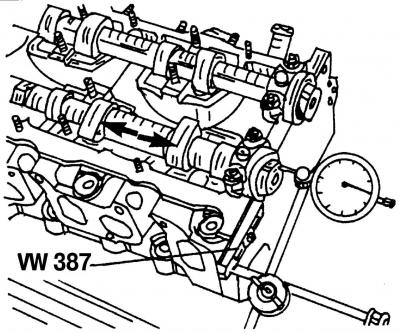
Riža. 48. Mjerenje aksijalnog zazora bregastog vratila
- da biste izmjerili aksijalni zazor bregastog vratila, umetnite oba u glavu cilindra (bez potiskivača), pričvrstite krajnjim ležajevima i postavite glavu cilindra na ravnu površinu. Ugradite mjerni uređaj s kraja glave cilindra i protresite osovinu naprijed-natrag u aksijalnom smjeru (riža. 48, prikazano strelicama). Aksijalni zazor ne smije biti veći od 0,15 mm. U protivnom dolazi do istrošenosti radne površine poklopca ležaja.
Komentari posjetitelja