
Obrišite unutrašnjost zamašnjaka krpom namočenom u benzin i provjerite tarnu površinu zamašnjaka. Ako su tarne obloge pogonskog diska istrošene do glave zakovice, onda je sasvim moguće da su zakovice oštetile radnu površinu zamašnjaka ili potisne ploče spojke.
Provjerite ima li na potisnoj ploči i poklopcu kvačila oštećenja, ogrebotina, pukotina, mrlja u boji uzrokovanih pregrijavanjem ili deformacijom. Ako se otkrije oštećenje, zamijenite oba dijela kao sklop.
Provjera statusa slave diska
Provjerite stanje tarnih obloga. Ako su podmazani, napuknuti, neravnomjerno istrošeni i jednostrano strugani, kao i kada se razmak između glave zakovice i radne površine obloge smanji na 0,3 mm, pogonski disk zamijenite novim.
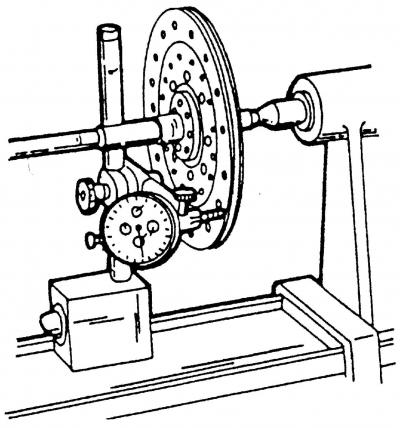
Riža. 227. Provjera otkucaja pogonjenog diska
Provjerite da opruge amortizera pogonjenog diska nisu oštećene i da njihov klinasti zahvat nije previše oštećen. Za provjeru odstupanja pogonskog diska, postavite ga na odgovarajući trn i stegnite između držača tokarilice (riža. 227).
Postavite mjerni uređaj na držač tako da se mjerni prst nalazi uz rub pogonskog diska, odnosno na vanjski rub diska. Polako okrećući pogonski disk, pratite očitanja mjernog uređaja. Ako je odstupanje radne površine tarnih obloga veće od 0,4 mm, po želji ga možete pažljivo ispraviti kliještima ili zamijeniti pogonski disk.
Provjerite stupanj istrošenosti tarnih obloga pomoću dubinomjera.
Provjerite stanje klinova u glavčini pogonskog diska i na ulaznom vratilu mjenjača, kao i zazor u njihovom spoju klina. Ako je razmak veći od 0,4 mm, spoj klina se smatra istrošenim. Razlog tome je uglavnom pogonski disk.
Provjera stupnja istrošenosti latica opruge dijafragme
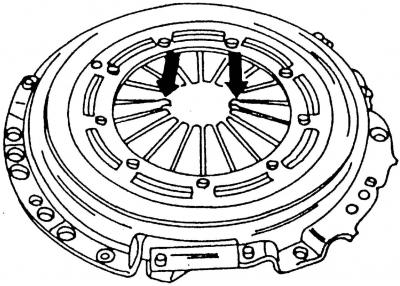
Riža. 228. Provjera istrošenosti latica opruge dijafragme. (Kontrolne točke označene su strelicama)
Ako se na krajevima latica (riža. 228) postoje duboki znakovi istrošenosti, tada zamijenite sklop kućišta s potisnom pločom. Tragovi obrade krajeva latica opruge dijafragme dopušteni su do dubine do polovice njezine debljine.
Provjerite položaj latica opruge dijafragme. Odstupanje latica od jedne ravnine ne smije biti veće od 0,5 mm. S većim odstupanjem od ravnine, latice se mogu lagano saviti posebnim alatom ili metalnom trakom s prorezom.
Provjera deformacije radne površine tlačne ploče
Metalnim ravnalom treba provjeriti ima li savijanja površine tlačne ploče (drvena građa) i sonda.
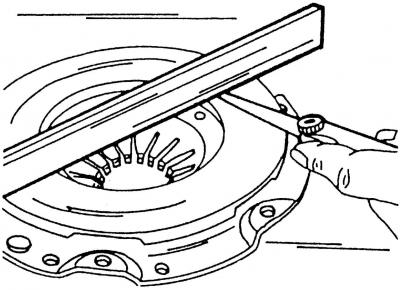
Riža. 229. Provjera deformacije radne površine tlačne ploče
Postavite metalno ravnalo na radnu površinu tlačne ploče (riža. 229) i pomoću pipa izmjerite razmak između ravnine radne površine i ravnala.
U daljnjem radu može se koristiti tlačna ploča s otklonom prema unutra manjim od 0,3 mm.
Provjera ležaja za otpuštanje spojke
Provjerite uklonjeni otkočni ležaj, obraćajući posebnu pozornost na glatko okretanje, zračnost i znakove istrošenosti.
Pažnja! Skinuti ležaj se može samo obrisati, ali ne i prati.
Ležaj treba provjeriti ručno. Trebao bi se lako okretati i ne stvarati buku. Obratite posebnu pozornost na ležaj, na koji je bilo komentara na buku u trenutku otpuštanja kvačila (pritiskajući pedalu). Povećana buka pri isključivanju kvačila karakterizira neispravnost otkočnog ležaja.
Bilješka. Preporuča se zamijeniti otkočni ležaj istovremeno s lamelom kvačila.
Komentari posjetitelja