
Снять крышки подшипников № 5, 1 и 3 распределительного вала, затем поочередно крест-накрест отвернуть гайки шпилек крепления крышек подшипников № 2 и 4.
Вынуть распределительный вал из опор головки цилиндров и извлечь толкатели клапанов.
Установить на головке цилиндров приспособление для сжатия пружин клапанов или специальное устройство VW 541 для снятия и установки сухарей клапанов и с помощью щипцов с заостренными концами освободить клапаны от сухарей, предварительно нажав на рычаг специального устройства.
Вынуть пружины клапанов с тарелками.
Вынуть маслоотражательные колпачки стержней клапанов и опорные шайбы пружин с помощью щипцов.
Вынуть клапаны.
Очистить детали.
Проверить степень износа гнезд направляющих втулок клапанов и зазор между втулками и стержнями клапанов.
Вставить новый клапан в направляющую втулку так, чтобы торец стержня клапана был на одном уровне с кромкой направляющей втулки, и определить зазор между стержнем клапана и направляющей втулкой с помощью приспособления VW 387 с индикатором, уперев его ножку в головку клапана.
Заменить направляющие втулки, если зазор превышает максимально допустимый предельный, равный 1,0 мм для впускных клапанов и 1,3 мм для выпускных клапанов.
Проверить, не нарушена ли плоскостность сопрягающейся поверхности головки цилиндров с помощью металлической линейки и набора щупов.
Прошлифуйте при необходимости сопрягающуюся поверхность головки цилиндров в допустимых пределах (см. подраздел «Конструкция и технические характеристики»).
Проверить состояние клапанов и пружин клапанов.
Проверить состояние седел клапанов и при необходимости прошлифовать их. Шлифование выполняется специальным инструментом с соблюдением допустимых пределов (см. подраздел «Конструкция и технические характеристики»).
Прошлифовать при необходимости рабочие фаски впускных клапанов. Рабочие фаски выпускных клапанов шлифованию не подлежат, допускается притирка выпускных клапанов, в остальных случаях они подлежат замене.
До сборки, а также после шлифования седел клапанов и притирки клапанов тщательно очистить головку цилиндров.
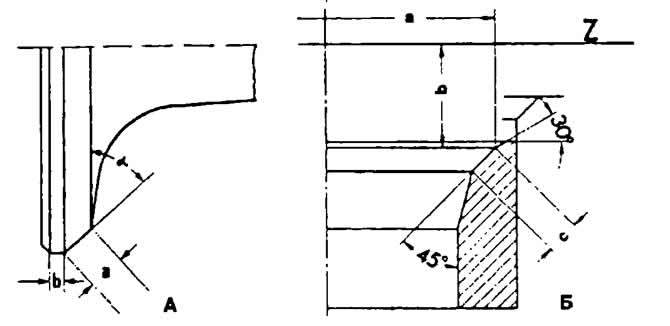
Основные размеры для шлифования клапанов и седел клапанов:
А — впускной клапан;
α — угол рабочей фаски (45°);
а — ширина рабочей фаски;
b — высота кромки головки клапана;
Б — седло клапана (впускного и выпускного);
Z — плоскость головки цилиндра;
а — наружный диаметр рабочей фаски;
b — расстояние от торца рабочей фаски клапана до плоскости головки цилиндров;
с — ширина рабочей фаски седла клапана.
Комментарии посетителей