
Клапаны перешпифовке не подлежат, допускается лишь их притирка.
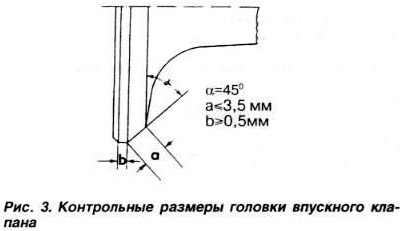
Контрольные размеры головки впускного клапана даны на рис. 3.
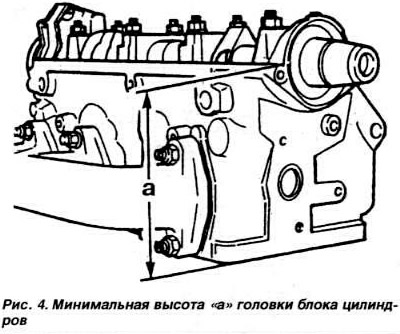
ПРЕД УПРЕЖДЕНИЕ: Перед ремонтными работами с головкой блока цилиндров убедиться, что размер «а» (рис. 4) не менее 139,5 мм.
Перешлифовка седел клапанов
При ремонте двигателей с неплотно прилегающими клапанами недостаточно перешлифовки седел, притирки или замены самих клапанов. Необходимо проверить также износ направляющих втулок, особенно если двигатель снят с автомобиля после значительного пробега.
Седла клапанов перешлифовываются лишь в той мере, в какой это необходимо для восстановления нормального вида опорной поверхности. Перед выполнением операции нужно вычислить предельную толщину снимаемого слоя металла при перешлифовке седла. Если фактический съем окажется больше расчетного, то нарушится функция гидрокомпенсации зазора в клапанах, а головку блока цилиндров придется заменить.
Вычисление предельной толщины снимаемого слоя металла при перешлифовке седел клапанов
ПРИМЕЧАНИЕ: Если в ходе ремонта клапан заменяется, то для измерения берется новый.
Вставив клапан, плотно прижать его к седлу.
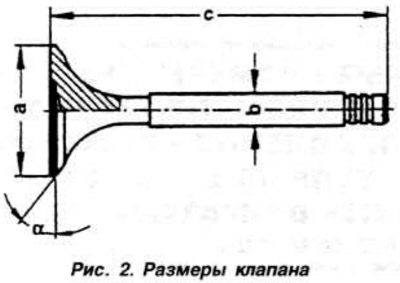
Измерить расстояние «а« (рис. 5) между торцом стержня клапана и верхней плоскостью головки блока цилиндров.

Вычислить размер «b» предельную толщину снимаемого слоя металла как разность между измеренным расстоянием «а» и минимально допустимым контрольным размером «с» по формуле
b = a - c
Минимально допустимые контрольные размеры: для впускных клапанов — 33,9 мм; для выпускных клапанов — 34,1 мм.
Пример:
Измеренное расстояние а=34,8 мм.
Минимально допустимый контрольный размер с=34,1 мм. Предельная толщина снимаемого слоя металла Ь=0,7 мм.
Контрольные размеры для перешлифовки седел клапанов
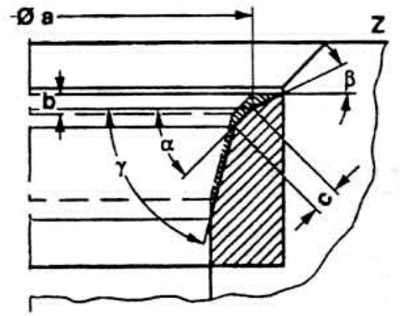
Рис. 6. Размеры для перешлифовки седла впускного клапана: а — диаметр седла, а=38,3 мм; b — предельно допустимый при пере шлифовке съем металла; с — размер, который не должен превышать 1,4 мм (при необходимости вставное кольцо седла ремонтируется с применением фрезы, обеспечивающей заданный угол коррекции, составляющий 75°); Z — нижняя плоскость головки блока цилиндров; α — угол фаски седла клапана, ∠α=45°; β — верхний угол коррекции, ∠β=30°; γ — нижний угол коррекции. ∠γ=75°
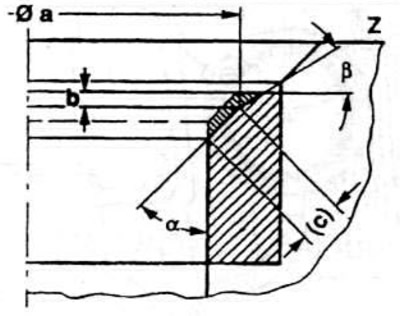
Рис. 7. Размеры для перешлифовки седла выпускного клапана: а — диаметр седла, а =33,5 мм; b — предельно допустимый при пере шлифовке съем металла; с — размер, который не должен превышать 2,0 мм (при необходимости вставное кольцо седла ремонтируется с применением фрезы, обеспечивающей заданный угол коррекции, составляющий 75°); Z — нижняя плоскость головки блока цилиндров; α — угол фаски седла клапана, ∠α=45°; β — верхний угол коррекции, ∠β=30°.
Замена направляющих втулок головки блока цилиндров
Вылрессовка изношенных направляющих втулок производится с помощью приспособления 10-206 (рис. 8). устанавливаемого со стороны распределительного вала. Новую втулку смазать моторным маслом и запрессовать тем же приспособлением так же со стороны распределительного вала. Головка цилиндров должна быть холодной. Запрессовка ведется до уплотнительного пояска.

ПРЕДУПРЕЖДЕНИЕ: После того, как направляющая втулка упрется в поясок, не следует увеличивать усилие запрессовки свыше 1 тс, иначе возможно разрушение втулки.
После замены направляющих втулок обязательно прошлифовать седла клапанов, обращая внимание на минимально допустимый контрольный размер.
Вставить новый клапан в направляющую втулку так, чтобы торец стержня клапана был на одном уровне с кромкой направляющей втулки, и определить зазор между стержнем и направляющей втулкой с помощью приспособления VW387 с индикатором, уперев стержень индикатора в головку клапана (рис. 9).

Заменить направляющие втулки, если показания индикатора превышает 1.0 мм для втулок впускных клапанов и 1.3 мм для втулок выпускных клапанов.
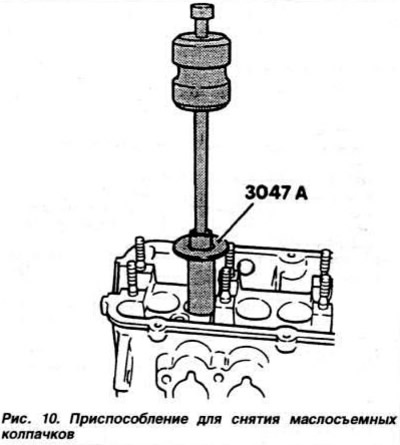
Снятие и установка маслосъемных колпачков
Снятие маслосъемных колпачков производится с помощью приспособления 3047А, действие которого наглядно видно из рис. 10. Установка маслосъемных колпачков производится с помощью специальной пластмассовой гильзы, одеваемой на стержень клапана. Колпачок смазывается моторным маслом и осторожно надвигается сначала на гильзу, а затем на направляющую втулку клапана (рис. 11).

Комментарии посетителей