
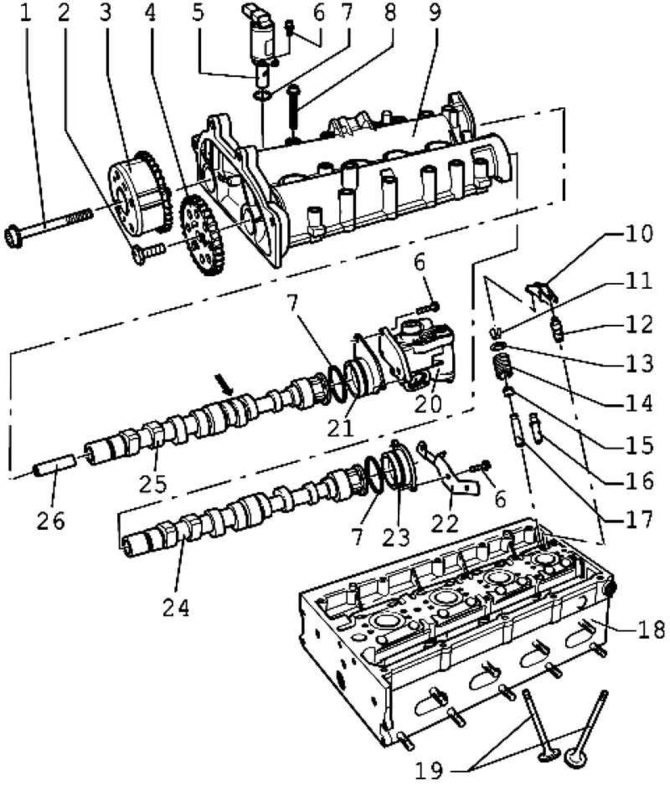
Ryż. 2.45. Mechanizm zaworu: 1 - śruba 40 Nm + dokręcić o 1/4 obrotu. (90°); 2 - śruba 50 Nm + dokręcić o 1/4 obrotu. (90°); 3 - przesuwnik fazowy; 4 - koło zębate napędu wałka rozrządu; 5 - zawór 1 układu zmiennych faz rozrządu; 6 - śruba 10 Nm; 7 – O-ring; 8 - śruba 10 Nm + dokręcić o 1/4 obrotu. (90°); 9 - obudowa wałka rozrządu; 10 - dźwignia rolkowa; 11 - krakers stożkowy; 12 - element podtrzymujący; 13 - płytka sprężyny zaworu; 14 - sprężyna zaworu; 15 - korek zgarniacza oleju; 16 - naprawa tulei prowadzącej zaworu; 17 - tuleja prowadząca zaworu; 18 - głowica cylindrów; 19 - zawory; 20 – zawór recyrkulacji spalin z potencjometrem recyrkulacji spalin; 21 - okładka; 22 - posiadacz; 23 - okładka; 24 - wydechowy wałek rozrządu; 25 - wałek rozrządu zaworów dolotowych; 26 - tuleja prowadząca
Szczegóły mechanizmu zaworu pokazano na ryc. 2.45.
Obróbka powierzchni gniazda głowicy cylindrów
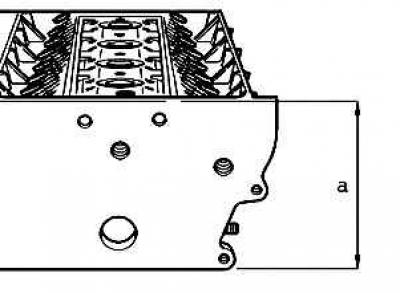
Ryż. 2.46. Naddatek na obróbkę
Naddatek na obróbkę głowicy cylindrów a = nie mniej niż 108,25 mm (Ryż. 2.46).
Uwaga: Po obróbce powierzchni gniazda należy odpowiednio opuścić zawory (obrobić pierścień gniazda zaworu), ponieważ w przeciwnym razie zawory zderzą się z tłokiem. Należy przy tym przestrzegać minimalnego dopuszczalnego rozmiaru.
Sprawdzanie przemieszczenia osiowego wałka rozrządu
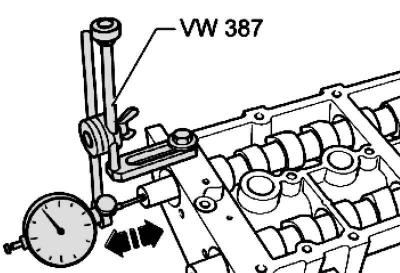
Ryż. 2.47. Sprawdzanie przemieszczenia osiowego wałka rozrządu
Wykonaj pomiary ze zdjętą obudową wałka rozrządu i zamontowaną pokrywą.
Tolerancja graniczna maks. 0,40 mm
Rozmiary zaworów
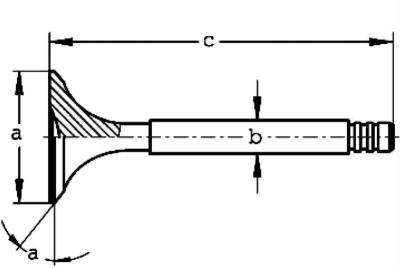
Ryż. 2.48. Rozmiary zaworów
Patrz ryc. 2.48.

Uwaga: Zawory nie mogą być obrabiane. Dozwolone jest tylko docieranie.
Obróbka gniazda zaworu
Uwaga: Podczas naprawy silników z nieszczelnymi zaworami przeróbka lub wymiana gniazd zaworów i zaworów nie wystarczy. Prowadnice zaworów należy sprawdzać pod kątem zużycia, zwłaszcza w silnikach o długiej żywotności.
Uwaga: Gniazda zaworów należy odnawiać tylko na tyle, aby uzyskać nieskazitelną powierzchnię gniazda. Przed obróbką należy obliczyć maksymalny dopuszczalny naddatek na obróbkę. W przypadku przekroczenia naddatku na obróbkę może dojść do pogorszenia działania hydraulicznej regulacji luzu w napędzie zaworów (kompensatory hydrauliczne), co pociągnie za sobą wymianę głowicy cylindrów.
Uwaga: Jeśli zawór zostanie wymieniony podczas naprawy, do pomiarów użyj nowego zaworu.
Ryż. 2.49. Pomiar odległości między końcem trzpienia zaworu a górną krawędzią głowicy cylindrów
Zmierzyć odległość między końcem trzpienia zaworu a górną krawędzią głowicy cylindrów (Ryż. 2.49).
Oblicz maksymalny dopuszczalny naddatek na obróbkę na podstawie zmierzonej odległości i minimalnego dopuszczalnego wymiaru.
Minimalne wymiary
- Zawór wlotowy - 7,6mm,
- Zawór wydechowy - 7,6 mm
Zmierzona odległość minus minimalny wymiar = maksymalny dopuszczalny naddatek na obróbkę.
Przykład
- Zmierzona odległość - 8,0 mm
- Minimalny rozmiar - 7,6 mm
- Maks. dopuszczalny naddatek na obróbkę - 0,4 mm (8,0 mm - 7,6 mm).
Uwaga: Maksymalny dopuszczalny naddatek na obróbkę jest pokazany na rysunkach obróbki gniazda zaworu jako wymiar «b».
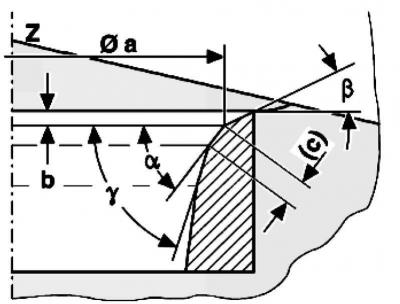
Ryż. 2,50. Schemat przetwarzania zaworu dolotowego
Obróbka gniazda zaworu wlotowego
- a = W28,7 mm;
- b = maks. dopuszczalny dodatek przetwórczy;
- c = 1,5–1,8 mm;
- Z = dolna krawędź głowicy cylindrów;
- a = kąt gniazda zaworu 45°;
- b = górna faza korekcyjna 30°;
- g = dolna faza korekcyjna 60°.
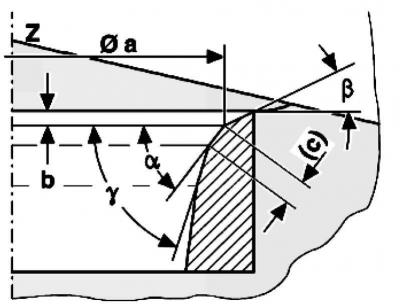
Ryż. 2.51. Schemat obróbki zaworu wydechowego
Obróbka gniazda zaworu wydechowego
- a = W25,0 mm;
- b = maks. dopuszczalny dodatek przetwórczy;
- c = ok. 1,8 mm;
- Z = dolna krawędź głowicy cylindrów;
- a = kąt gniazda zaworu 45°;
- b = górna faza korekcyjna 30°;
- g = dolna faza korekcyjna 60°.
Komentarze gości