
Внимание! Клапаны не подлежат обработке (проточке или шлифованию). Допускается только притирка клапанов.
Размеры клапанов
| Впускной клапан | Выпускной клапан | |
| Диаметр а | 29,5 мм | 26,0 мм |
| Диаметр b | 5,973 мм | 5,953 мм |
| Длина с | 100,9 мм | 100,5 мм |
| Угол α | 45° | 45° |
Обработка седел клапанов
Внимание!
- При ремонте двигателей с негерметичными клапанами недостаточно заменитьклапаны или обработатьседла клапанов. Необходимо также, особенно для двигателей с большим пробегом, проверить износ направляющих втулок клапанов.
- Обработку седел клапанов следует производить до достижения безупречной формы конической запирающей поверхности.
- Перед началом работы следует рассчитать максимально допустимую величину припуска на обработку. Превышение максимально допустимого припуска на обработку ведет к нарушению нормальной работы гидрокомпенсаторов. При этом головку блока цилиндров нужно будет заменить.
Рассчитать максимально допустимый припуск на обработку можно следующим образом.
1. Установить клапан в направляющую втулку и плотно прижать его к седлу.
Внимание! Если клапан в ходе ремонта подлежит замене, то для измерения следует использовать новый клапан.

2. Измерить расстояние между концом стержня клапана и верхним краем головки блока цилиндров.
3. Рассчитать максимально допустимый припуск на обработку на основе замеренного расстояния и минимально допустимого размера.
Минимальные размеры
Впускной клапан: 7,6 мм.
Выпускной клапан: 7,6 мм.
Разность измеренного расстояния и минимального размера равна максимально допустимому припуску на обработку.
Пример расчета припуска на обработку седел клапанов
| Измеренное расстояние | 8,0 мм |
| Минимальный размер | 7,6 мм |
| Максимально, допустимый припуск на обработку | 0,4 мм |
Обработка седла впускного клапана
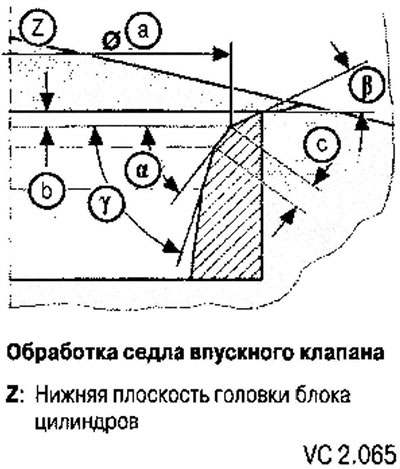
| Размер | Значение для седла впускного клапана |
| Диаметр а | 28,7 мм |
| Максимально допустимый припуск на обработку b | Расчетное значение |
| Ширина запирающей поверхности клапана с | 1,5. 1,8 мм |
| Угол фаски седла клапана α | 45° |
| Угол верхней корректирующей фаски β | 30° |
| Угол нижней корректирующей фаски γ | 60° |
Обработка седла выпускного клапана
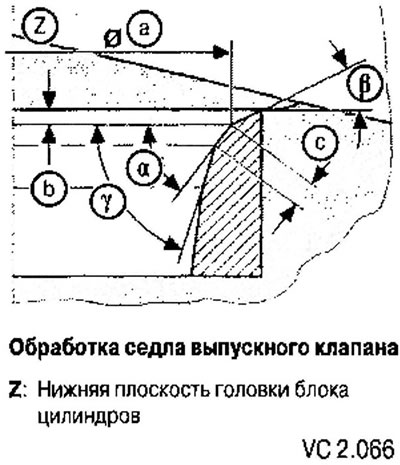
| Размер | Значение для седла выпускного клапана |
| Диаметр а | 25,0 мм |
| Максимально допустимый припуск на обработку b | Расчетное значение |
| Ширина запирающей поверхности клапана с | приблиз. 1,8 мм |
| Угол фаски седла клапана α | 45° |
| Угол верхней корректирующей фаски β | 30° |
| Угол нижней корректирующей фаски γ | 60° |
Комментарии посетителей