
2. Folosind un compresor cu arc de supapă, comprimați fiecare arc pe rând, astfel încât apărătoarele conice să poată fi îndepărtate (încuietori). După îndepărtarea inelelor conice de siguranță, eliberați și scoateți arcurile supapei împreună cu poppeții. Dacă este dificil să îndepărtați siguranțele, nu îndoiți mai mult arcurile, ci scoateți-le cu o șurubelniță. Cel mai bine este să folosiți o pensetă pentru a îndepărta siguranțele.
3. Înainte de a scoate supapele de pe cap, este necesar să se noteze cărei cilindru îi aparține. Pentru a face acest lucru aveți nevoie de:
- umpleți supapele primului cilindru - un punct la un moment dat,
- al doilea - două puncte,
- a treia - trei puncte,
- al patrulea - nu completați puncte
Punctele sunt umplute cu un pumn central (pe supapele de admisie si evacuare) din partea laterală a camerei de ardere, când supapa este susținută în siguranță de întreg perimetrul cheii de pe scaunul supapei.Putem umple astfel de puncte de pe suprafața camerei de ardere astfel încât să nu existe îndoieli în timpul instalării. Primul cilindru este situat lângă cureaua de distribuție, al patrulea cilindru este lângă volant.
După ce supapele au fost îndepărtate, acestea trebuie inspectate. Zgârieturile foarte adânci de pe suprafața de etanșare care nu pot fi chituite califică supapa ca fiind necesară înlocuire. Facem același lucru atunci când supapa este îndoită sau arsă. Capătul tijei trebuie șlefuit pentru a elimina urmele de acțiune a pârghiei supapei sau a împingătorului. Carbonul poate fi îndepărtat de pe tijă cu o perie metalică rotativă.
4. Verificați starea pârghiilor supapelor Dacă se observă o anumită uzură pe suprafața de contact a pârghiei cu came, atunci pârghia este înlocuită cu una nouă. Dacă se observă o adâncitură pe suprafața de operare a pârghiei și a tijei supapei, atunci suprafața pârghiei trebuie șlefuită.
5. Apoi verificăm starea arcurilor supapei. Arcurile sparte, deteriorate sau după o durată lungă de funcționare trebuie înlocuite cu altele noi. Dacă există vreo îndoială cu privire la starea lor, îndoirea arcului poate fi verificată la o firmă specializată sub o anumită presiune.
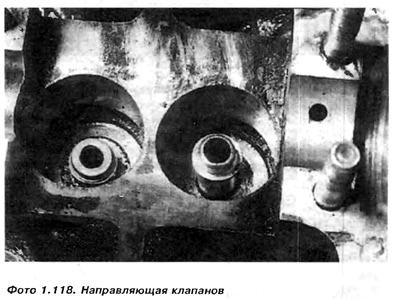
6. Scoateți garniturile ghidajului supapei. Apoi scoateți scaunele inferioare ale arcului supapelor (fotografia 1.116).

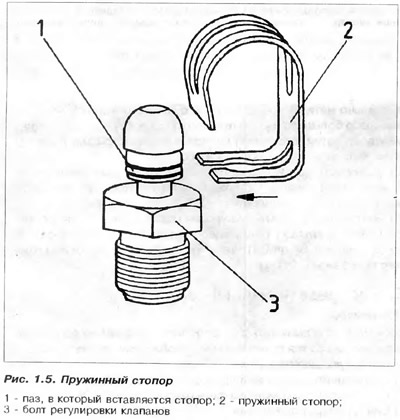
7. Nu este nevoie să deșurubați șuruburile cu cap sferic (orez. 1.5), cu excepția faptului că acest lucru va fi necesar numai în cazul în care sunt deteriorate, deoarece există posibilitatea de a dezlipi firele din cap.
8. Depunerile de carbon trebuie îndepărtate cu grijă cu o racletă pentru a nu deteriora suprafața etanșă a capului și a scaunelor supapei.
De asemenea, este necesar să curățați discul supapei, acordând atenție suprafeței sale etanșe. O defecțiune comună a motorului cauzată de multă funingine este auto-aprinderea sau dificultatea de a regla momentul corect al aprinderii. Acest lucru este detectat atunci când combustibilul este ars cu o lovitură în motor, dacă momentul aprinderii este setat conform datelor de reglare.


9. Folosind o racletă, este necesar să îndepărtați toate resturile garniturii, apoi clătiți capul cu kerosen, clătiți cu apă și suflați cu aer comprimat.
10. Verificați găurile de ghidare a supapei pentru uzură și înlocuiți dacă este necesar. Verificăm uzura ghidajului introducând o nouă supapă în ghidaj și măsurând avansarea discului supapei perpendicular pe axa supapei, de la o poziție extremă la alta. Supapa trebuie să fie introdusă astfel încât partea superioară a tijei supapei să fie în același plan cu partea superioară a ghidajului supapei.Mărimea acestei mișcări nu trebuie să depășească 1 mm pentru supapa de admisie și 1,3 mm pentru supapa de evacuare. Pentru o supapă veche, aceste valori pot fi ușor mai mari. Este necesar să verificați ghidajele unul câte unul. dacă valorile măsurate (atunci când utilizați o supapă nouă) mai multe date, atunci ghidajele trebuie înlocuite. Scoatem ghidajul folosit cu un ciocan printr-un ciocan centrat pe gaură sau îl stoarcem cu o presă (fotografia 1.120). Noul ghidaj trebuie sa fie presabil si se recomanda incalzirea capului pana la 70°C.Putem pune ghidajul si in congelator. Înainte de a-l doborî pe vechiul ghid. este necesar să-l măsurați, cât de mult se ridică deasupra suprafeței cu capul și, de asemenea, să apăsați unul nou. Înainte de a apăsa, orificiul din cap și ghidajul trebuie lubrifiate cu ulei. Instalați capul pe ridicarea presei astfel încât axa găurii din cap să coincidă cu axa pistonului de presare. După ce ați apăsat, verificați datele de deasupra cursei supapei.

Dacă sunt disponibile un micrometru și un calibre de alezaj pentru găuri mici, distanța de montare măsurată între supapă și ghidaj trebuie să fie între 0,03...0,06 mm pentru piesele noi și până la 0,15 mm pentru piesele uzate.

Dacă orificiul intern al corectorului se deformează în timpul indentării, acesta trebuie să fie găurit cu un burghiu de calibrare.
Interferența dintre noul ghidaj și orificiul din cap ar trebui să fie între 0,06 și 0,10 mm.
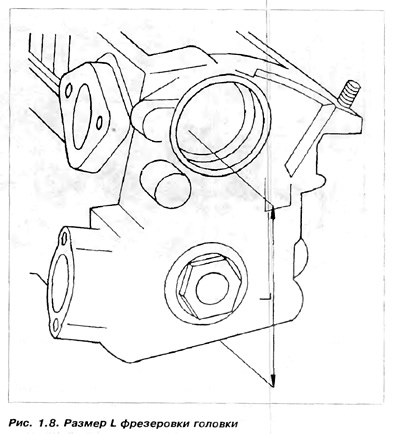
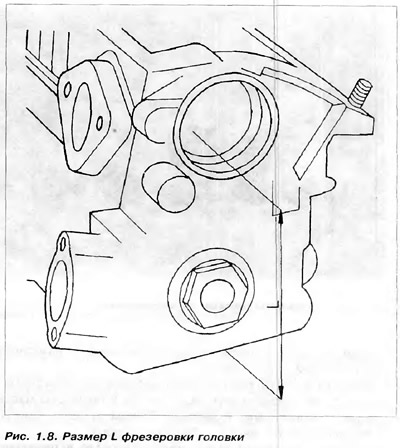
11. Folosind o riglă și un gabarit, este necesar să se verifice dacă suprafața capului a suferit deformații. Acordați o atenție deosebită suprafeței dintre camerele de ardere. Suprafața scufundată în aceste locuri implică o presiune mai slabă a garniturii. Deoarece distanța dintre cilindri nu este foarte mare, presiunea slabă a garniturii crește posibilitatea de ardere a garniturii. Dacă în orice loc între riglă și cap este posibil să se introducă un gabarit cu o grosime de 0,1 mm, atunci este necesar să se efectueze tratarea suprafeței capului la o instalație mecanică echipată corespunzător. Un motiv comun pentru curbura capetelor si este strângerea sau presarea neuniformă fără a slăbi toate șuruburile, iar mai târziu - deșurubarea completă a acestora. Marimea L este indicata in datele tehnice. Dacă straturile îndepărtate în timpul prelucrării sunt mai mari de 0,5 mm, este necesară frezarea scaunelor supapelor pentru a coborî supapele mai adânc cu grosimea stratului îndepărtat.Acest lucru este necesar pentru a preveni lovirea pistonului de supapă și pentru a evita deformarea supapei. Această operațiune se realizează cu freze pentru scaunele supapelor, care sunt centrate de-a lungul axei ghidajului supapei. Scaunul trebuie frezat si atunci cand sunt urme de coroziune si sunt vizibile pete arse, precum si cand au fost inlocuite supapele pilot.Daca coroziunea este mica, este suficient sa o indepartati cu o pasta de slefuit.
Atentie: Scaunele supapelor trebuie inlocuite de o firma specializata, intrucat anumite conditii trebuie indeplinite in timpul montajului.
Înainte de a apăsa capul mufei, este necesar să se încălzească până la 320°C sau să se răcească cuibul în azot lichid și să se încălzească capul la 100°C.
12. Modalități de reparare a scaunelor supapelor: scaunele supapelor sunt reparate prin frezare și chituire sau șlefuire și chituire. Să discutăm despre prima metodă, pentru că. șlefuirea necesită o mașină de șlefuit foarte scumpă. Polizoarele de mână nu garantează o precizie adecvată de prelucrare deoarece transmit vibrațiile de la motorul electric (în mașinile noastre de șlefuit sunt adesea neajustate). Ele sunt utilizate eficient pentru a îndepărta suprafața întărită a scaunului supapei. După șlefuirea pe o mașină de șlefuit staționară, nu este necesară chituirea. Frezarea are dezavantajul că este necesară chituirea, deoarece suprafața mufei după prelucrare este ușor ondulată. Cuțitul cu un unghi de 90°este introdus în mandrina cu o tijă de centrare, care este introdusă în orificiul supapei direcționale și. apăsând-o pe priză, rotiți-l încet în sensul acelor de ceasornic. Condiția pentru procesarea corectă este:
A) Realizarea unei suprafețe de potrivire sub forma unei benzi plate cu o lățime de 1,5 până la 2,0 mm (orez. 1.8)
b) Unghiul de înclinare al acestei benzi trebuie să fie de 90°, iar suprafața benzii trebuie să fie axială cu deschiderea ghidajului supapei.
Dacă în timpul frezării lățimea benzii depășește limita admisă, este necesar să o reduceți folosind două freze suplimentare cu unghiuri de 150°și apoi 30°, cu o freză cu un unghi de 90°. Problema principală este menținerea alinierii. Adesea, orificiile de ghidare a supapei și tija de centrare au un spațiu care previne alinierea greșită.
O priză nealiniată va necesita chituire lungă. Puteți încerca să evitați acest lucru. După frezarea prizei (înainte de chituire) este necesar să introduceți supapa corespunzătoare, să o apăsați ușor cu degetul pentru a se potrivi și cu cealaltă mână rotiți-o de mai multe ori, astfel încât să se potrivească normal în priză. Introduceți un furtun cu aer comprimat în galeria de admisie sau de evacuare, numai că nu la presiune foarte mare. Apoi, puțin kerosen trebuie turnat pe supapa presată. Bulele de aer care apar vor indica locurile în care supapa nu se potrivește în scaun. Lipsa coaxialității este cea care are un astfel de efect încât discul supapei se potrivește doar parțial de-a lungul perimetrului cu scaunul. Cu o anumită abilitate și mai multe încercări, puteți corecta eroarea de aliniere.
Comentariile vizitatorilor