
- Deformarea planului de împerechere al capului cu blocul cilindrilor, nu mai mult de, mm: 0,1.
- Înălțimea admisă a chiulasei după șlefuire, nu mai puțin de, mm: 167,30.
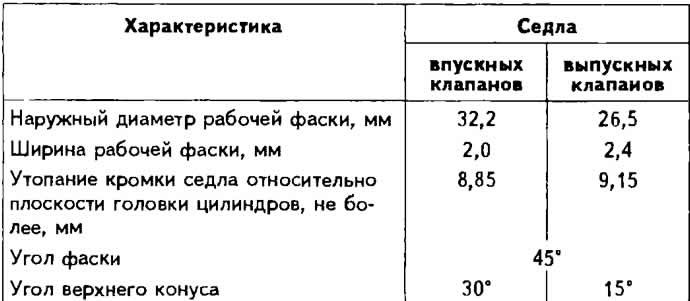
Scaune supapelor
Scaunele supapelor sunt fabricate din oțel din metalurgia pulberilor și nu sunt înlocuibile. Dacă se găsesc urme de arsură sau de uzură care nu pot fi îndepărtate prin șlefuire, înlocuiți chiulasa.
Specificațiile scaunului supapei
Ghidajele supapelor
Ghidajele supapelor sunt realizate din alamă specială și sunt presate în chiulasa, care a fost încălzită anterior la o temperatură de 80-100°C într-o baie de ulei sau cuptor electric.
Limită maximă permisă (când este purtat) între tija supapei și bucșa de ghidare (tehnica de măsurare, vezi subsecțiunea «Demontarea si montarea unui cap de cilindri»):
- pentru supape de admisie: 1,0;
- pentru supapele de evacuare: 1.3.
Diametrul orificiului în bucșele de ghidare a supapei, mm: 8.013-8.035.
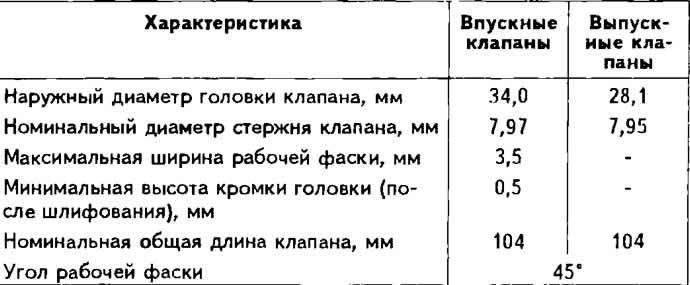
Supape
Supapele sunt dispuse pe rând în chiulasă și sunt acționate de camele arborelui cu came prin pârghii. Supapele de evacuare nu sunt supuse șlefuirii.
Caracteristicile supapei
Spații libere în mecanismul de antrenare a supapei
Distanța normală între came arborelui cu came și pârghie, măsurată cu un ecartament, la un motor fierbinte (temperatura lichidului de racire peste 35°C) este de 0,20 mm pentru supapele de admisie și 0,30 mm pentru supapele de evacuare; pe un motor rece (dupa reparatie) - 0,15 mm pentru supapele de admisie și 0,25 mm pentru supapele de evacuare.
Arcuri supapelor
Fiecare supapă de admisie și evacuare are un arc. Arcurile supapelor de admisie și evacuare sunt aceleași.
Pârghii de supapă
Pârghii din oțel. Pârghia se sprijină cu locașul său sferic la un capăt pe capul sferic al unui șurub de reglare cu filet micrometric, conceput pentru a regla golurile din mecanismul de antrenare al supapei. Revenirea pârghiei la capătul tijei supapei și reținerea acesteia pe capul sferic al șurubului de reglare sunt asigurate de un arc lamelar din oțel.
Comentariile vizitatorilor