
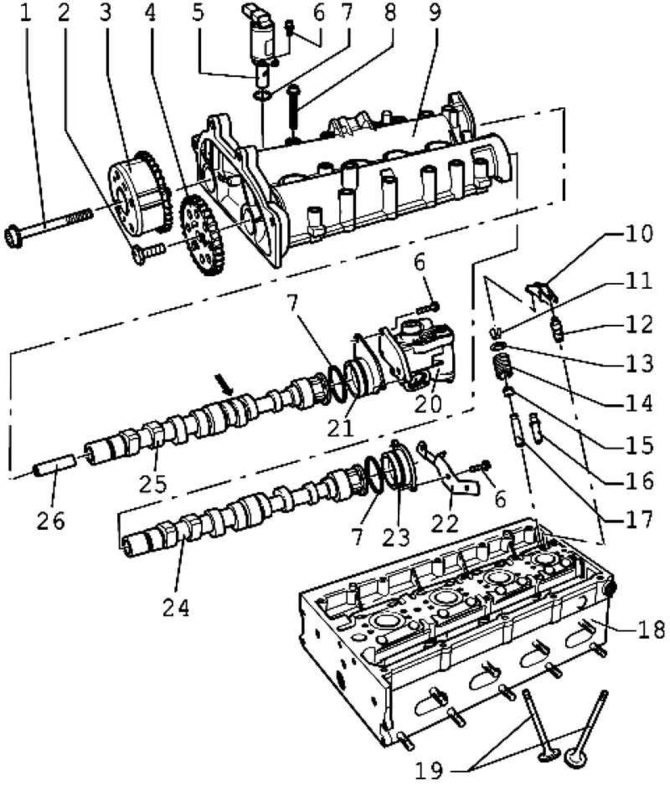
Orez. 2.45. Mecanismul supapei: 1 - șurub 40 Nm + strângeți 1/4 de tură. (90°); 2 - șurub 50 Nm + strângeți 1/4 de tură. (90°); 3 - defazator; 4 - pinion de antrenare a arborelui cu came; 5 - supapa 1 a sistemului de sincronizare variabilă a supapelor; 6 - bolț 10 Nm; 7 – O-ring; 8 - șurub 10 Nm + strângeți 1/4 de tură. (90°); 9 - carcasa arborelui cu came; 10 - pârghie cu role; 11 - cracker conic; 12 - element de susținere; 13 - placa arc supape; 14 - arc supapă; 15 - capac racler ulei; 16 - repararea manșonului de ghidare a supapei; 17 - manșon de ghidare a supapei; 18 - chiulasa; 19 - supape; 20 – supapă de recirculare a gazelor de eșapament cu potențiometru de recirculare a gazelor de eșapament; 21 - capac; 22 - suport; 23 - capac; 24 - arbore cu came de evacuare; 25 - arbore cu came de admisie; 26 - manșon de ghidare
Detaliile mecanismului supapei sunt prezentate în fig. 2.45.
Tratamentul suprafeței scaunului chiulasei
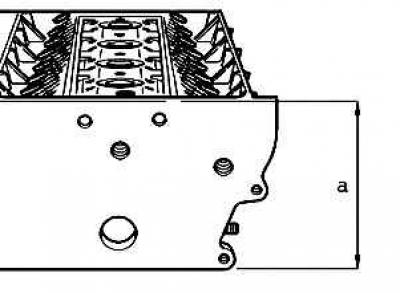
Orez. 2.46. Alocație de prelucrare
Toleranță de prelucrare a chiulasei a = nu mai puțin de 108,25 mm (orez. 2.46).
Notă: După prelucrarea suprafeței de așezare, supapele trebuie coborâte corespunzător (prelucrați inelul scaunului supapei), deoarece altfel supapele se vor ciocni cu pistonul. În acest sens, respectați dimensiunea minimă admisă.
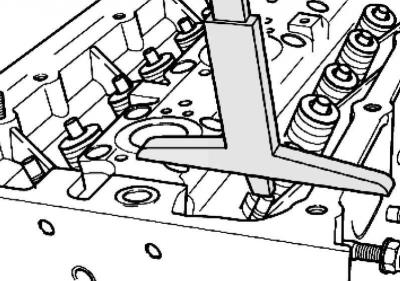
Verificarea deplasării axiale a arborelui cu came
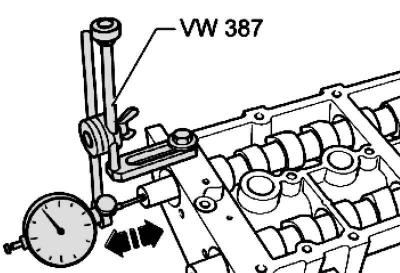
Orez. 2.47. Verificarea deplasării axiale a arborelui cu came
Efectuați măsurătorile cu carcasa arborelui cu came demontată și capacul montat.
Limita toleranta max. 0,40 mm
Dimensiunile supapelor
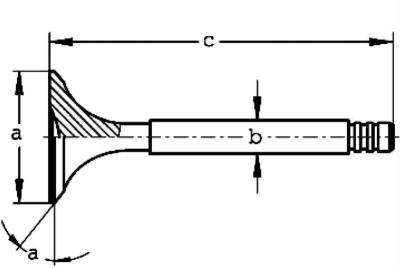
Orez. 2.48. Dimensiunile supapelor
Vezi fig. 2.48.

Notă: Supapele nu trebuie prelucrate. Este permisă doar stropirea.
Prelucrare scaun supapă
Notă: La repararea motoarelor cu supape neetanșe, reprelucrarea sau înlocuirea scaunelor supapelor și supapelor nu este suficientă. În special la motoarele cu o durată lungă de viață, ghidajele supapelor trebuie verificate pentru uzură.
Notă: Scaunele supapelor trebuie refinite doar suficient pentru a obține o suprafață de ședere impecabilă. Înainte de prelucrare, calculați alocația maximă de prelucrare permisă. Dacă se depășește permisiunea de prelucrare, funcția controlului hidraulic al jocului în acţionarea supapei poate fi afectată (compensatoare hidraulice), ceea ce va presupune înlocuirea chiulasei.
Notă: Dacă supapa este înlocuită în timpul reparației, utilizați noua supapă pentru măsurători.
Orez. 2.49. Măsurarea distanței dintre capătul tijei supapei și marginea superioară a chiulasei
Măsurați distanța dintre capătul tijei supapei și marginea superioară a chiulasei (orez. 2.49).
Calculați alocația maximă admisă de prelucrare pe baza distanței măsurate și a dimensiunii minime admisibile.
Dimensiuni minime
- Supapă de admisie - 7,6 mm,
- Supapa de evacuare - 7,6 mm
Distanța măsurată minus dimensiunea minimă = permisiunea maximă de prelucrare permisă.
Exemplu
- Distanța măsurată - 8,0 mm
- Dimensiune minima - 7,6 mm
- Max. adaosul de prelucrare permis - 0,4 mm (8,0 mm - 7,6 mm).
Notă: Limita maximă de prelucrare permisă este indicată în cifrele de prelucrare a scaunului supapei ca dimensiune «b».
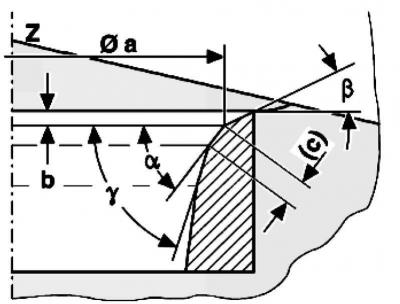
Orez. 2.50. Schema de procesare a supapei de admisie
Prelucrarea scaunului supapei de admisie
- a = L28,7 mm;
- b = max. indemnizația de procesare admisibilă;
- c = 1,5–1,8 mm;
- Z = marginea inferioară a chiulasei;
- a = unghiul scaunului supapei de 45°;
- b = teșit corector superior de 30°;
- g = 60°teșit corectiv inferior.
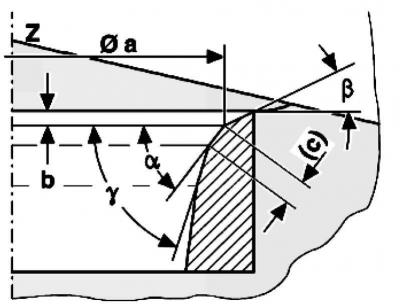
Orez. 2,51. Schema de prelucrare a supapei de evacuare
Prelucrare scaun supapă de evacuare
- a = L25,0 mm;
- b = max. indemnizația de procesare admisibilă;
- c = aprox. 1,8 mm;
- Z = marginea inferioară a chiulasei;
- a = unghiul scaunului supapei de 45°;
- b = teșit corector superior de 30°;
- g = 60°teșit corectiv inferior.
Comentariile vizitatorilor