
2. Користећи компресор опруге вентила, компримујте сваку опругу редом тако да се штитници конуса могу уклонити (браве). Након уклањања конусних сигурносних прстенова, отпустите и уклоните опруге вентила заједно са кукицама. Ако је тешко извадити осигураче, немојте даље савијати опруге, већ их извуците одвијачем. Најбоље је користити пинцету за уклањање осигурача.
3. Пре уклањања вентила са главе потребно је забележити ком цилиндру припада. Да бисте то урадили потребно вам је:
- напунити вентиле првог цилиндра - једну по једну тачку,
- други - два бода,
- трећи - три бода,
- четврто - не попуњавајте бодове
Тачке се попуњавају централним ударцем (на усисним и издувним вентилима) са стране коморе за сагоревање, када је вентил безбедно подупрт целим периметром кључа на седишту вентила.Такве тачке на површини коморе за сагоревање можемо испунити тако да нема сумње приликом уградње. Први цилиндар се налази близу зупчастог ремена, четврти цилиндар је близу замајца.
Након што су вентили уклоњени, морају се прегледати. Веома дубоке огреботине на површини заптивке које се не могу фугирати квалификују вентил као да захтева замену. Исто радимо када је вентил савијен или изгорео. Крај шипке мора бити брушен да би се елиминисали трагови деловања полуге вентила или потискивача. Угљеник се може уклонити са стабљике ротирајућом металном четком.
4. Проверите у каквом су стању полуге вентила.Ако је приметно одређено хабање на контактној површини полуге са ексцентром, онда се полуга замењује новом. Ако се на радној површини полуге и вретена вентила примећује удубљење, тада се површина полуге мора избрусити.
5. Затим проверавамо стање опруга вентила. Поломљене опруге, оштећене или након дужег рада морају се заменити новим. Ако постоји сумња у њихово стање, савијање опруге се може проверити у специјализованој компанији под одређеним притиском.
6. Уклоните заптивке вођице вентила. Затим уклоните доња седишта опруге вентила (фотографија 1.116).

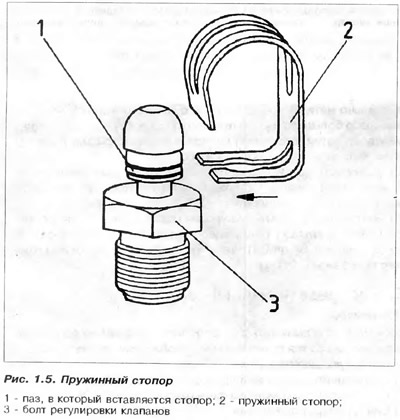
7. Нема потребе за одвртањем вијака са кугличном главом (пиринач. 1.5), осим што ће то бити потребно само ако су оштећени, јер постоји могућност огољења нити у глави.
8. Угљеничне наслаге се морају пажљиво уклонити стругачем како се не би оштетила заптивена површина главе и седишта вентила.
Такође је потребно очистити диск вентила, обраћајући пажњу на његову заптивну површину. Уобичајена грешка мотора узрокована великом количином чађи је самопаљење или потешкоће у подешавању исправног времена паљења. Ово се детектује када се гориво сагоре уз куцање у мотору, ако је време паљења подешено према подацима за подешавање.


9. Користећи стругач, потребно је уклонити све остатке заптивки, затим испрати главу керозином, испрати водом и дувати компримованим ваздухом.
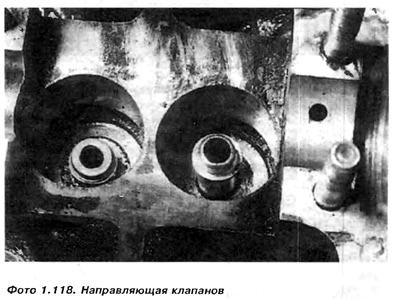
10. Проверите истрошеност отвора вођице вентила и замените ако је потребно. Проверавамо истрошеност вођице убацивањем новог вентила у вођицу и мерењем напредовања диска вентила окомито на осу вентила, од једног екстремног положаја до другог. Вентил мора бити уметнут тако да врх вретена вентила буде у истој равни са врхом вођице вентила.Количина овог померања не би требало да прелази 1 мм за улазни вентил и 1,3 мм за издувни вентил. За стари вентил, ове вредности могу бити нешто веће. Неопходно је проверити водиче један по један. ако измерене вредности (када користите нови вентил) више података, онда је потребно заменити водиче. Коришћену водилицу избијамо чекићем кроз чекић са средиштем на рупу или је истиснемо пресом (фотографија 1.120). Нова водилица мора да се може притиснути и препоручује се да се глава загреје до 70°Ц. Вођицу можемо ставити и у замрзивач. Пре нокаутирања старог водича. потребно је измерити, колико се уздиже изнад површине са главом, а такође притиснути нову. Пре утискивања, отвор на глави и вођица морају бити подмазани уљем. Поставите главу на успон пресе тако да се оса отвора на глави поклапа са осом клипа пресе. Након гурања, проверите податке изнад количине хода вентила.

Ако су микрометар и мерач отвора доступни за мале отворе, измерени монтажни размак између вентила и вођице треба да буде између 0,03...0,06 мм за нове делове и до 0,15 мм за половне делове.

Ако се унутрашња рупа коректора деформише током утискивања, мора се избушити калибрационом бушилицом.
Интерференција између нове вођице и рупе на глави треба да буде између 0,06 и 0,10 мм.
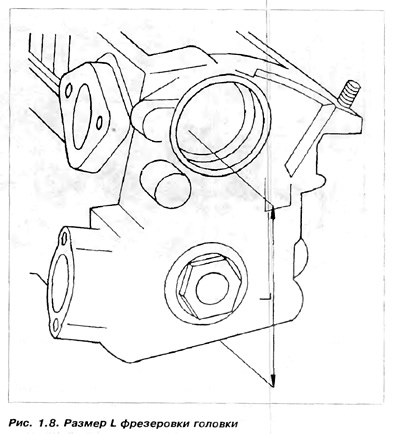
11. Користећи лењир и мерач зазора, потребно је проверити да ли је површина главе претрпела деформацију. Посебно обратите пажњу на површину између комора за сагоревање. Удубљена површина на овим местима подразумева слабији притисак заптивача. Пошто растојање између цилиндара није велико, лабав притисак заптивке повећава могућност прегоревања заптивке. Ако је на било ком месту између лењира и главе могуће уметнути мерач зазора дебљине 0,1 мм, онда је потребно извршити површинску обраду главе у одговарајуће опремљеном механичком постројењу. Чест разлог за закривљеност си глава је неравномерно стезање или притискање без отпуштања свих вијака, а касније - њихово потпуно одвртање. Величина Л је наведена у техничким подацима. Ако су слојеви који се уклањају приликом обраде већи од 0,5 мм, потребно је глодање седишта вентила да би се вентили спустили дубље за дебљину уклоњеног слоја.Ово је неопходно да би се спречило да клип удари у вентил и избегне изобличење вентила. Ова операција се изводи помоћу резача за седишта вентила, који су центрирани дуж осе вођице вентила. Седиште се мора глодати и када постоје трагови корозије и видљиве изгореле тачке, као и када су замењени пилот вентили.Ако је корозија мала, довољно је уклонити је брусном пастом.
Опрез: Седишта вентила мора да замени специјализована компанија, пошто се приликом уградње морају испунити одређени услови.
Пре притискања главе утичнице, потребно је загрејати до 320°Ц или охладити гнездо у течном азоту и загрејати главу на 100°Ц.
12. Начини поправке седишта вентила: седишта вентила се поправљају глодањем и фугирањем или брушењем и фугирањем. Хајде да разговарамо о првом методу, јер. за млевење је потребна веома скупа машина за млевење. Ручне брусилице не гарантују одговарајућу тачност обраде јер преносе вибрације од електромотора (у нашим машинама за млевење су често неприлагођене). Ефикасно се користе за уклањање очврсле површине седишта вентила. Након брушења на стационарној брусилици, фуговање није потребно.Глодање има недостатак што је фуговање неопходно, јер је површина наглавка после обраде благо таласаста. Резач са углом од 90°се убацује у стезну главу помоћу шипке за центрирање, која се убацује у отвор смерног вентила и. притискајући га на утичницу, полако ротирајте у смеру казаљке на сату.Услов за правилну обраду је:
А) Израда приградне површине у облику равне траке ширине од 1,5 до 2,0 мм (пиринач. 1.8)
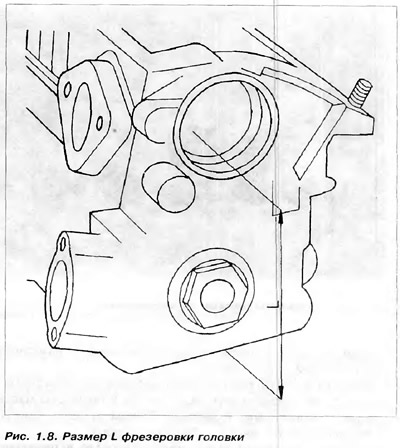
б) Угао нагиба ове траке треба да буде 90°, а површина траке треба да буде аксијална са отвором вођице вентила.
Ако при глодању ширина траке пређе дозвољену границу, потребно је смањити помоћу два додатна глодала са углом прво од 150°, а затим 30°, са глодалом под углом од 90°. Главни проблем је одржавање поравнања Често отвори за вођење вентила и шипка за центрирање имају зазор који спречава неусклађеност.
Неусклађена утичница ће захтевати дуго фуговање. Можете покушати да избегнете ово. Након глодања утичнице (пре фугирања) потребно је убацити одговарајући вентил, прстом га лагано притиснути да стане, а другом руком окренути неколико пута да нормално стане у утичницу. Убаците црево са компримованим ваздухом у улазни или излазни колектор, само не под веома високим притиском. Затим се на притиснути вентил мора сипати мало керозина. Мехурићи ваздуха који се појављују указаће на места где се вентил не уклапа у седиште. Недостатак коаксијалности има такав ефекат да се диск вентила само делимично уклапа дуж периметра са седиштем. Уз одређену вјештину и неколико покушаја, можете исправити грешку поравнања.
Коментари посетилаца