
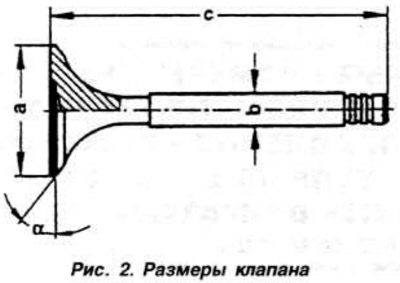
Вентили не подлежу поновном млевењу, дозвољено је само њихово млевење.
Контролне величине главе улазног вентила дате су на сл. 3.
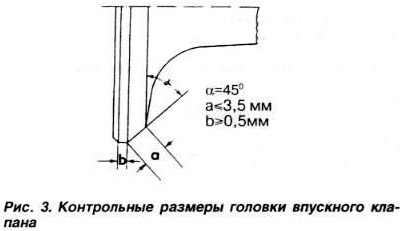
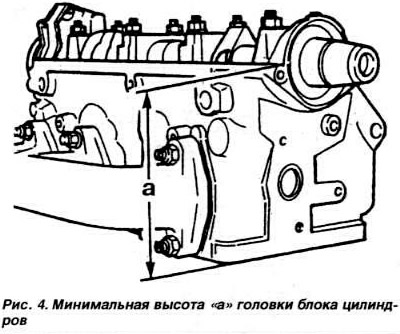
УПОЗОРЕЊЕ: Пре поправке главе цилиндра, проверите да ли је величина «А» (пиринач. 4) не мање од 139,5 мм.
Поновно брушење седишта вентила
Када се поправљају мотори са лабавим вентилима, није довољно поново избрусити седишта, преклопити или заменити саме вентиле. Такође је потребно проверити истрошеност водећих чаура, посебно ако се мотор скида са возила након значајне километраже.
Седишта вентила се брусе само у мери која је неопходна да би се повратио нормалан изглед површине лежаја. Пре извођења операције потребно је израчунати максималну дебљину металног слоја који се уклања приликом поновног брушења седла. Ако је стварно уклањање веће од израчунате вредности, функција хидрауличке компензације зазора вентила ће бити поремећена и глава цилиндра ће морати да се замени.
Прорачун максималне дебљине уклоњеног металног слоја при поновном млевењу седишта вентила
НАПОМЕНА: Ако се вентил замени током поправке, узима се нови за мерење.
Након уметања вентила, чврсто га притисните на седиште.
измерите растојање «А « (пиринач. 5) између чеоне стране стабла вентила и горње равни главе цилиндра.

Израчунајте величину «b» гранична дебљина уклоњеног металног слоја као разлика измереног растојања «А» и минималну дозвољену контролну величину «Витх» према формули
b = a - c
Минималне дозвољене контролне димензије: за улазне вентиле - 33,9 мм; за издувне вентиле - 34,1 мм.
Пример:
Измерено растојање а=34,8 мм.
Минимална дозвољена контролна димензија ц=34,1 мм. Гранична дебљина металног слоја који се уклања је б=0,7 мм.
Контролне димензије за поновно брушење седишта вентила
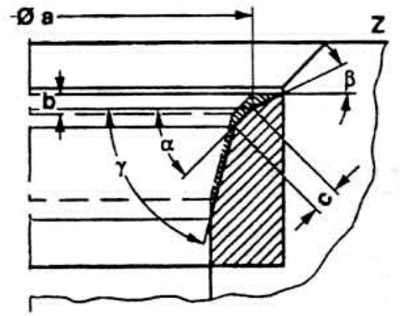
Сл. 6. Димензије за поновно брушење седишта усисног вентила: а — пречник седишта, а=38,3 мм; б је максимално дозвољено уклањање метала током поновног млевења; ц - величина, која не би требало да прелази 1,4 мм (ако је потребно, уметнути прстен седишта се поправља помоћу резача који обезбеђује одређени угао корекције од 75°); З - доња раван главе цилиндра; α — угао скошења седишта вентила, ∠ α=45°; β је горњи угао корекције, ∠ β=30°; γ је доњи угао корекције. ∠γ =75°
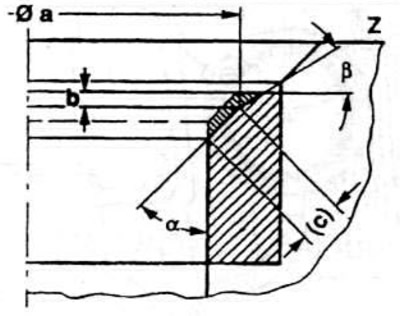
Сл. 7. Димензије за поновно брушење седишта издувног вентила: а — пречник седишта, а = 33,5 мм; б је максимално дозвољено уклањање метала током поновног млевења; ц - величина, која не би требало да прелази 2,0 мм (ако је потребно, уметнути прстен седишта се поправља помоћу резача који обезбеђује одређени угао корекције од 75°); З - доња раван главе цилиндра; α — угао скошења седишта вентила, ∠ α=45°; β је горњи угао корекције, ∠ β=30°.
Замена водећих чаура главе цилиндра
Истискивање истрошених водећих чаура се врши помоћу алата 10-206 (пиринач. 8). монтиран на бочној страни брегастог вратила. Подмажите нову чауру моторним уљем и утисните је истим алатом, такође са стране брегастог вратила. Глава цилиндра мора бити хладна. Притиском се врши до заптивне траке.

УПОЗОРЕЊЕ: Након што се водећа чаура наслони на каиш, сила притиска не би требало да се повећава изнад 1 тоне, иначе чаура може бити уништена.
Након замене вођица, обавезно брусите седишта вентила, обраћајући пажњу на минималну дозвољену контролну димензију.
Уметните нови вентил у водећу чауру тако да крај вретена вентила буде у равни са ивицом водеће чауре и одредите размак између вретена и вођице помоћу алата ВВ387 са индикатором, прислоните вретено индикатора на вентил глава (пиринач. 9).

Замените водеће чауре ако је очитавање индикатора веће од 1,0 мм за чауре улазног вентила и 1,3 мм за чауре издувног вентила.
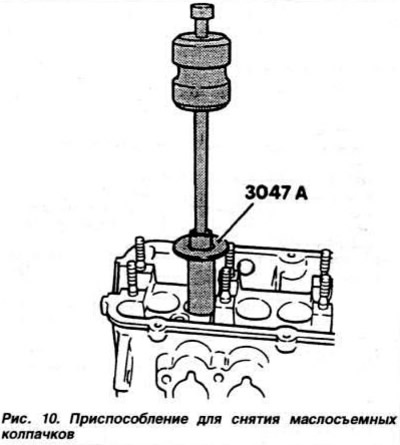
Уклањање и уградња заптивки стабла вентила
Заптивке стабла вентила се уклањају помоћу алата 3047А, чије дејство је јасно видљиво на сл. 10. Заптивке стабла вентила се постављају помоћу посебне пластичне чауре која се носи на вретену вентила. Поклопац је подмазан моторним уљем и пажљиво гурнут прво на чауру, а затим на вођицу вентила (пиринач. Једанаест).

Коментари посетилаца