
2. Pomocou stláčača ventilových pružín postupne stláčajte každú pružinu, aby bolo možné odstrániť kryty kužeľa (zámky). Po odstránení kužeľových poistných krúžkov uvoľnite a odstráňte ventilové pružiny spolu s taniermi. Ak je ťažké vybrať poistky, neohýbajte pružiny ďalej, ale vypáčte ich skrutkovačom. Na odstránenie poistiek je najlepšie použiť pinzetu.
3. Pred odstránením ventilov z hlavy je potrebné poznamenať, ku ktorému valcu patrí. K tomu potrebujete:
- naplňte ventily prvého valca - jeden bod po druhom,
- druhý - dva body,
- tretí - tri body,
- štvrtý - nevyplňujte body
Hroty sú vyplnené dierovačom (na sacích a výfukových ventiloch) zo strany spaľovacieho priestoru, kedy je ventil bezpečne podopretý celým obvodom kľúča na sedle ventilu.Také body na povrchu spaľovacieho priestoru vieme vyplniť, aby pri montáži nevznikli žiadne pochybnosti. Prvý valec je umiestnený v blízkosti rozvodového remeňa, štvrtý valec je v blízkosti zotrvačníka.
Po odstránení ventilov je potrebné ich skontrolovať. Veľmi hlboké škrabance na tesniacej ploche, ktoré nemožno zaliať, kvalifikujú ventil ako vyžadujúci výmenu. To isté robíme, keď je ventil ohnutý alebo vyhorený. Koniec tyče musí byť brúsený, aby sa eliminovali stopy činnosti páky ventilu alebo posúvača. Uhlík je možné z predstavca odstrániť pomocou rotačnej kovovej kefy.
4. Skontrolujte stav páčok ventilov Ak je na styčnej ploche páčky s vačkou badateľné určité opotrebovanie, páka sa vymení za novú. Ak je na pracovnej ploche páky a drieku ventilu viditeľná priehlbina, potom sa musí povrch páky obrúsiť.
5. Potom skontrolujeme stav ventilových pružín. Zlomené pružiny, poškodené alebo po dlhej prevádzke je potrebné vymeniť za nové. V prípade pochybností o ich stave je možné prehnutie pružiny pod určitým tlakom skontrolovať v špecializovanej firme.
6. Odstráňte tesnenia vodidiel ventilu. Potom odstráňte spodné sedlá pružín ventilov (fotografia 1.116).

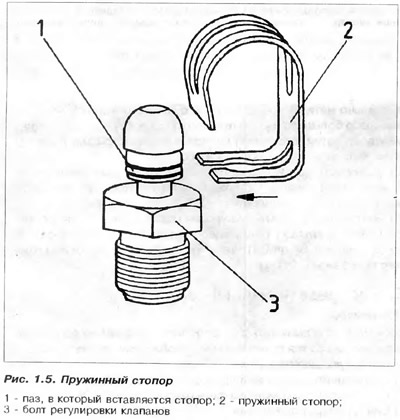
7. Nie je potrebné odskrutkovať skrutky s guľovou hlavou (ryža. 1.5), okrem toho, že to bude potrebné iba v prípade, že sú poškodené, pretože existuje možnosť odstránenia závitov v hlave.
8. Uhlíkové usadeniny treba opatrne odstrániť škrabkou, aby sa nepoškodil utesnený povrch hlavy a sediel ventilov.
Je tiež potrebné vyčistiť kotúč ventilu, pričom dávajte pozor na jeho utesnený povrch. Bežnou poruchou motora spôsobenou množstvom sadzí je samovznietenie alebo ťažkosti s nastavením správneho časovania zapaľovania. Toto sa zistí pri spaľovaní paliva s klepaním v motore, ak je časovanie zapaľovania nastavené podľa údajov nastavenia.


9. Pomocou škrabky je potrebné odstrániť všetky zvyšky tesnení, potom opláchnuť hlavu petrolejom, opláchnuť vodou a prefúknuť stlačeným vzduchom.
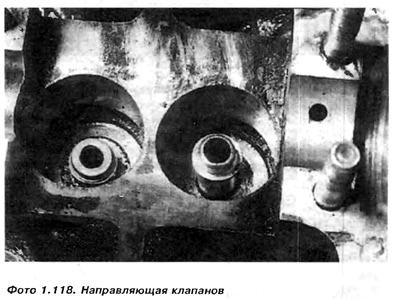
10. Skontrolujte opotrebovanie vodiacich otvorov ventilu av prípade potreby ich vymeňte. Opotrebenie vedenia kontrolujeme vložením nového ventilu do vedenia a meraním predstihu kotúča ventilu kolmo na os ventilu z jednej krajnej polohy do druhej. Ventil musí byť vložený tak, aby horná časť drieku ventilu bola v rovnakej rovine ako horná časť vodidla ventilu. Veľkosť tohto pohybu by nemala presiahnuť 1 mm pre vstupný ventil a 1,3 mm pre výfukový ventil. Pre starý ventil môžu byť tieto hodnoty o niečo vyššie. Je potrebné skontrolovať vodítka jeden po druhom. ak namerané hodnoty (pri použití nového ventilu) viac údajov, potom je potrebné vymeniť vodiace lišty. Použité vedenie vyklepeme kladivom cez paličku vycentrovanú na otvore, alebo vytlačíme lisom (fotografia 1.120). Nové vodítko musí byť lisovateľné a hlavicu sa odporúča nahriať na 70°C Vodítko môžeme dať aj do mrazničky. Pred vyradením starého sprievodcu. treba to odmerat, kolko vystupuje nad hladinu s hlavickou a aj vtlacit nove. Pred zalisovaním treba otvor v hlave a vedenie namazať olejom. Nainštalujte hlavu na stúpačku lisu tak, aby sa os otvoru v hlave zhodovala s osou piesta lisu. Po zatlačení skontrolujte údaje nad veľkosťou zdvihu ventilu.

Ak sú pre malé otvory k dispozícii mikrometer a mierka dier, nameraná montážna medzera medzi ventilom a vedením by mala byť medzi 0,03...0,06 mm pre nové diely a do 0,15 mm pre použité diely.

Ak sa vnútorný otvor korektora pri vtláčaní deformuje, treba ho vyvŕtať kalibračným vrtákom.
Interferencia medzi novým vodidlom a otvorom v hlave by mala byť medzi 0,06 a 0,10 mm.
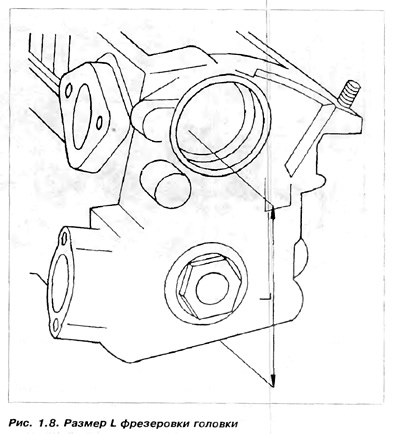
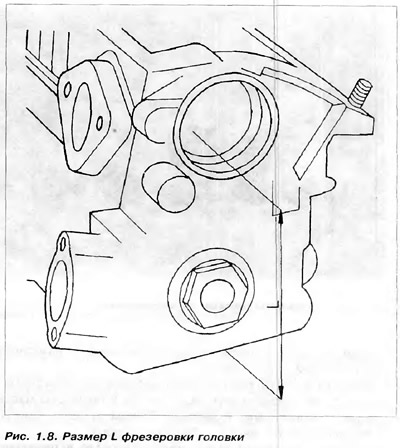
11. Pomocou pravítka a meradla je potrebné skontrolovať, či nedošlo k deformácii povrchu hlavy. Venujte zvláštnu pozornosť povrchu medzi spaľovacími komorami. Poklesnutý povrch v týchto miestach spôsobuje slabší tlak tesnenia. Pretože vzdialenosť medzi valcami nie je príliš veľká, uvoľnený tlak tesnenia zvyšuje možnosť vyhorenia tesnenia. Ak je možné na ľubovoľné miesto medzi pravítko a hlavicu vložiť štrbinový meradlo s hrúbkou 0,1 mm, potom je potrebné vykonať povrchovú úpravu hlavice na vhodne vybavenej mechanickej prevádzke. Bežným dôvodom zakrivenia hláv si je nerovnomerné upnutie alebo stlačenie bez uvoľnenia všetkých skrutiek a neskôr ich úplné odskrutkovanie. Veľkosť L je uvedená v technických údajoch. Ak sú vrstvy odstránené pri obrábaní väčšie ako 0,5 mm, je potrebné vyfrézovať sedlá ventilov, aby sa ventily znížili hlbšie o hrúbku odoberanej vrstvy, aby sa zabránilo narážaniu piestu na ventil a zabránilo sa deformácii ventilu. Táto operácia sa vykonáva pomocou fréz pre ventilové sedlá, ktoré sú centrované pozdĺž osi vedenia ventilu. Sedlo je potrebné vyfrézovať aj pri stopách korózie a viditeľných prepálených miestach, ako aj pri výmene pilotných ventilov, ak je korózia malá, stačí ju odstrániť brúsnou pastou.
Pozor: Sedlá ventilov musí vymeniť odborná firma, pretože pri montáži musia byť splnené určité podmienky.
Pred stlačením hlavice nástrčky je potrebné zahriať na 320°C alebo hniezdo ochladiť v tekutom dusíku a hlavicu zahriať na 100°C.
12. Spôsoby opravy sediel ventilov: sedlá ventilov sa opravujú frézovaním a škárovaním alebo brúsením a škárovaním. Poďme diskutovať o prvej metóde, pretože. brúsenie vyžaduje veľmi drahý brúsny stroj. Ručné brúsky nezaručujú dostatočnú presnosť obrábania, pretože prenášajú vibrácie od elektromotora (v našich brúskach sú často neupravené). Účinne sa používajú na odstránenie stvrdnutého povrchu sedla ventilu. Po brúsení na stacionárnej brúske nie je potrebné škárovanie, frézovanie má nevýhodu, že je potrebné škárovanie, pretože povrch hrdla po opracovaní je mierne zvlnený. Fréza s uhlom 90°sa vkladá do skľučovadla so strediacou tyčou, ktorá sa zasúva do otvoru smerového ventilu a. zatlačením na objímku pomaly otáčajte v smere hodinových ručičiek Podmienkou správneho spracovania je:
A) Zhotovenie lícovacej plochy vo forme plochého pásu so šírkou 1,5 až 2,0 mm (ryža. 1.8)
b) Uhol sklonu tohto pásu by mal byť 90°a povrch pásu by mal byť axiálny s otvorom vodidla ventilu.
Ak pri frézovaní šírka pásu presahuje povolenú hranicu, je potrebné ju zmenšiť pomocou dvoch prídavných fréz s uhlom najskôr 150°a potom 30°s frézou s uhlom 90°. Hlavným problémom je udržiavanie súososti Často majú vodiace otvory ventilu a centrovaciu tyč medzeru, ktorá zabraňuje nesprávnemu súososti.
Nesprávne zarovnaná zásuvka bude vyžadovať dlhé škárovanie. Môžete sa tomu pokúsiť vyhnúť. Po vyfrézovaní objímky (pred škárovaním) je potrebné zasunúť príslušný ventil, jemne ho zatlačiť prstom, aby zapadol, a druhou rukou ho niekoľkokrát otočiť tak, aby normálne zapadol do objímky. Do vstupného alebo výstupného potrubia vložte hadicu so stlačeným vzduchom, len nie pod veľmi vysokým tlakom. Potom sa musí na stlačený ventil naliať trochu petroleja. Vzduchové bubliny, ktoré sa objavia, budú označovať miesta, kde ventil nezapadá do sedla. Práve nedostatok súososti má taký vplyv, že kotúč ventilu len čiastočne lícuje po obvode so sedlom. S určitou zručnosťou a niekoľkými pokusmi môžete opraviť chybu zarovnania.
Komentáre návštevníkov