
Kontrola ventilových pružín
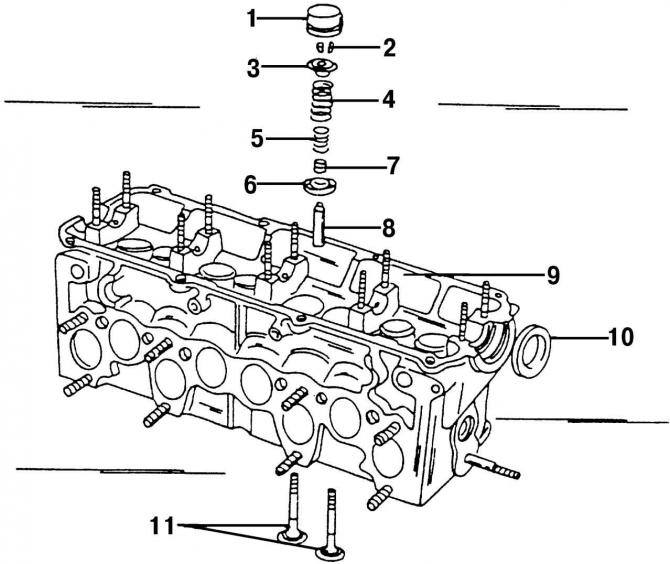
Ryža. 396. Podrobnosti o ventiloch: 1 - posúvač tanierov; 2 - polovica kužeľového skosenia ventilu; 3 - horná doska ventilovej pružiny; 4 - vonkajšia ventilová pružina; 5 - vnútorná ventilová pružina; 6 - spodné sedlo ventilovej pružiny; 7 - uzáver deflektora oleja; 8 - vodiace puzdro ventilu; 9 - hlava valca; 10 - tesnenie vačkového hriadeľa; 11 - ventily
Ventilové pružiny sa kontrolujú rovnakým spôsobom ako pri benzínovom motore (detaily ventilu sú znázornené na obr. 396).
Vodidlá ventilov
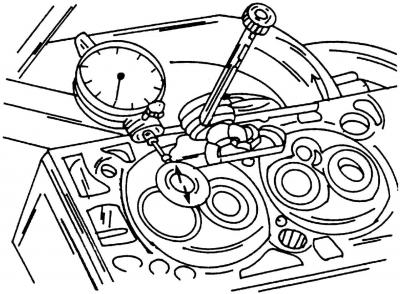
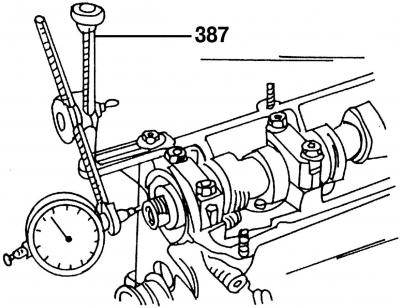
Ryža. 397. Kontrola indikátora vôle drieku ventilu vo vedení ventilu
Nainštalujte indikátor tak, ako je znázornené na obr. 397 a vložte ventil. Kývajte kotúčom ventilu v hornej časti zo strany na stranu a skontrolujte hodnotu indikátora. Ak je získaná hodnota väčšia ako 1,3 mm, vymeňte vodidlo ventilu. Keďže rozdiel vo veľkosti medzi nasávacím a výfukovým ventilom je veľmi malý, buďte veľmi opatrní, aby ste si nepomýlili sací a výfukový ventil a vložili ich len do príslušných otvorov.
Po brúsení je možné použiť hlavu valca, ak má medzi sedlami ventilov malé ryhy, za predpokladu, že ryhy nie sú širšie ako 0,5 mm.
Ak chcete vymeniť vedenie ventilu, vytlačte staré vedenie ventilu pomocou vhodného unášača zo strany vačkového hriadeľa hlavy valcov. Ak si všimnete, že vodidlá ventilov sú spojené, mali by ste ich vytlačiť zo strany spaľovacej komory (vymenené puzdrá majú skrutkové upevnenie). Na uľahčenie tejto práce môže byť hlava valcov vyhrievaná. Na razidlo vodidla ventilu naskrutkujte čap, ktorý zapadá do vnútra vodidla ventilu.
Ak je potrebné vymeniť vodidlo ventilu, vymeňte ním ventil. Potom prebrúste sedlá ventilov.
Nové vedenia ventilov dobre namažte olejom a zo strany vačkových hriadeľov ich zatlačte do studenej hlavy valcov tak, aby sa osadenie vedenia ventilov dostalo do hlavy valcov. Lisovací tlak by nemal byť väčší ako 1 t, inak môže dôjsť k odstrihnutiu manžety.
Po stlačení vodidla ventilu ho spracujte špeciálnym výstružníkom. Spracujte vodiace puzdrá sacích a výfukových ventilov pomocou 8,0 mm výstružníka. Tým sa automaticky dosiahne správna vôľa vodidiel ventilov.
Pozor! Ak boli vymenené vodidlá ventilov, sedlá ventilov musia byť vyfrézované.
Sedlá ventilov
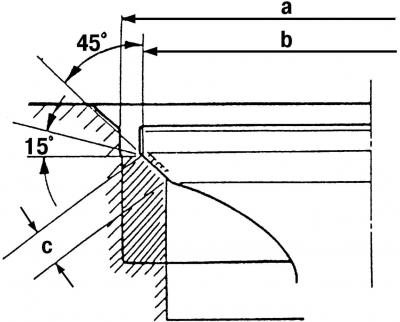
Ryža. 398. Typ ventilového sedla (Zobrazené hodnoty meraní sú uvedené v tabuľke nastavení a ovládacích prvkov.): a - priemer sedla ventilu; b - priemer hlavy ventilu; c - šírka sedla ventilu
Sedlá procesných ventilov v súlade so sedlami znázornenými na obr. 398 veľkostí. Skontrolujte opotrebovanie a škrabance všetkých sediel ventilov. Ľahké opotrebovanie je možné odstrániť pomocou frézy (45°). Ak je sedlo silne opotrebované, znovu vyfrézujte sedlá ventilov. Ako už bolo spomenuté, ak boli vymenené ventilové puzdrá, musia byť ventilové sedlá lapované.
Na určenie veľkosti prepracovania sedla ventilu vykonajte nasledujúce merania:
- vložte ventil do jeho vodiaceho puzdra a zatlačte na sedlo ventilu;
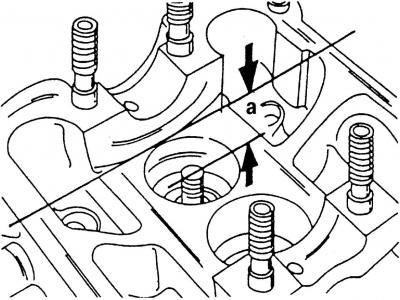
Ryža. 399. Meranie hĺbky a pri prepracovaní sediel ventilov (znázornené šípkami)
- interval merania a (ryža. 399), medzi hornou časťou ventilu a hornou hranou hlavy valcov;
- Vypočítajte maximálnu a minimálnu prípustnú hodnotu nameranej hodnoty po frézovaní. Na sacích ventiloch by to malo byť 35,8 mm, na výfuku - 36,1 mm. Ak sa od nameranej hodnoty odpočíta minimálna vzdialenosť, získa sa maximálna prípustná hodnota. To bude dôležité pri vykonávaní prác, ktoré sú popísané nižšie.
Sedlá ventilov musia byť vyfrézované, ak boli nainštalované nové vodiace puzdrá. Na to potrebujete:
- 45°otrepy a potom 15°otrepy na hornom okraji sedla ventilu (ryža. 398), zmenšiť šírku sedla ventilu a upraviť ju na 2,7 mm pre sacie a 2,05 mm pre výfukové ventily. Spracovanie by sa malo zastaviť hneď, ako rozmery sedla ventilu dosiahnu špecifikované rozmery. Sedlá výfukových ventilov majú obmedzovače priemeru. Pri spracovaní dávajte pozor, aby ste tieto zarážky nepoškodili;
- aby ste príliš nevŕtali sedlá ventilov v hlave valcov, vykonajte merania opísané vyššie;
Ryža. 400. Brúsenie ventilov
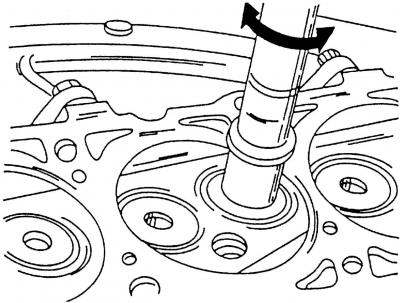
- brúsiť opracované sedlá ventilov. Za týmto účelom naneste malé množstvo lapovacej pasty na sedlo ventilu a nainštalujte ventil do príslušného sedla. Otáčanie dopredu a dozadu (ryža. 400) vykonávať brúsenie;
- po lapovaní dôkladne očistite všetky časti od nečistôt a lapovacej pasty a skontrolujte sedlo ventilu na mieste kotúča ventilu a tesniaceho krúžku. Na oboch častiach by mal byť viditeľný súvislý nepriehľadný krúžok;
- nakreslite niekoľko čiar ceruzkou na krúžok vo ventilovej doske. Okolo krúžku by mali byť nakreslené čiarky v intervaloch približne 1 mm. Potom opatrne vložte ventil do vodiaceho puzdra, spustite ho na sedlo a otočte ho o 90°, pričom na ventil pôsobíte miernou silou;
- vyberte ventil a skontrolujte, či sú čiary ceruzky z O-krúžku preč.
Ak šírka sedla ventilu zodpovedá špecifikovaným rozmerom, potom je možné namontovať hlavu valca. V opačnom prípade je potrebné prepracovať sedlá ventilov alebo prinajmenšom namontovať novú hlavu valcov.
Ventily
Drobné poškodenia na povrchu hláv ventilov je možné opraviť lapovaním ventilov v sedlách hlavy valcov, ako už bolo popísané.
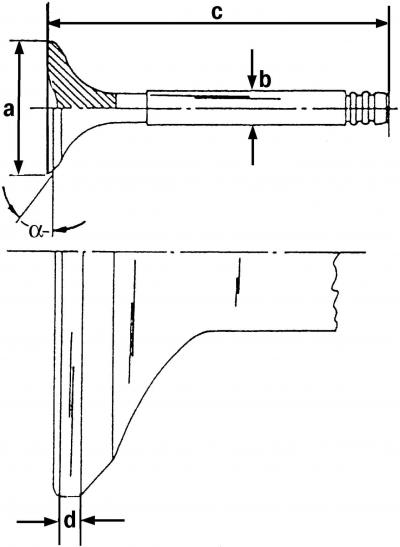
Ryža. 401. Hlavné rozmery ventilov. Presné hodnoty nájdete v tabuľke úprav a ovládania. Hodnota d nemôže byť menšia ako minimálna nominálna hodnota tohto rozmeru: a - priemer kotúča ventilu; b - priemer drieku ventilu, c - dĺžka ventilu; d - okraj kotúča ventilu; a = 45°
Vykonajte merania (ryža. 401) a vymeňte ventily, ktoré sú mimo veľkosti. Hodnoty zodpovedajúce označeniam a, b a c môžete prevziať z tabuľky tolerancií a kontroly.
Ak sú konce driekov ventilov opotrebované, môžu sa brúsiť na brúske za predpokladu, že sa pri brúsení neodstráni viac ako 0,5 mm materiálu.
Kotúče prívodných ventilov je možné brúsiť na ventilovej brúske za predpokladu, že hodnota b (ryža. 401) bude menšia ako 0,5 mm.
Brúsenie na stroji nie je povolené pre výfukové ventily, pretože sú vyrobené zo špeciálneho materiálu. Výfukové a nasávacie ventily je možné vrátiť do normálu alebo ich vymeniť iba lapovaním pastou.
Hlava motora
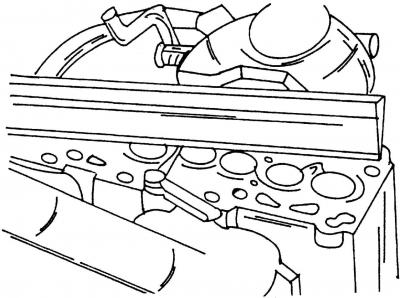
Ryža. 402. Kontrola deformácie hlavy valcov pomocou meracieho pravítka a spáromeru
Dôkladne vyčistite spojovacie plochy hlavy valcov a bloku valcov a skontrolujte, či povrch hlavy valcov nie je deformovaný. Za týmto účelom nasaďte na hlavu meracie pravítko (ryža. 402) a pomocou spáromeru skontrolujte vôľu pozdĺžne, naprieč a diagonálne. Ak je možné vložiť spáromer o viac ako 0,1 mm, potom musí byť hlava valca brúsená. Ak je medzera na akomkoľvek mieste väčšia, potom by sa mala hlava valca vymeniť, pretože odstránenie väčšej vrstvy kovu je neprijateľné. Deformácia povrchu hlavy valcov môže nastať napríklad pri prehriatí motora.
Vačkový hriadeľ
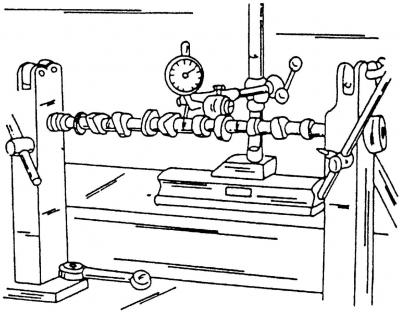
Ryža. 403. Kontrola hádzania vačkového hriadeľa
Ak chcete zistiť opotrebovanie vačkového hriadeľa, upnite ho, ako je znázornené na obr. 403 a nainštalujte indikátor na stredový ložiskový čap. Ak meradlo ukazuje odchýlku väčšiu ako 0,01 mm, potom je vačkový hriadeľ deformovaný a musí sa vymeniť.
Skontrolujte čapy vačkového hriadeľa, či nie sú poškodené.
Ryža. 404. Meranie axiálnej vôle vačkového hriadeľa
Na meranie axiálnej vôle vačkového hriadeľa vložte vačkový hriadeľ do hlavy valca (bez posúvačov) a zaistite ho vonkajšími ložiskovými uzávermi. Hlavu valca položte na hladký povrch. Namontujte indikátor na čelnú stranu (ryža. 404) a posúvajte hriadeľ dopredu a dozadu v smere osi. Medzera by nemala byť väčšia ako 0,15 mm. V opačnom prípade je dosadacia plocha krytu ložiska opotrebovaná.
Komentáre návštevníkov