
2. Використовуючи пристрій для стиснення клапанних пружин, стиснути кожну пружину по черзі, щоб можна було вийняти конусні запобіжники (замки). Після зняття конусних запобіжних кілець звільнити та вийняти клапанні пружини разом із тарілочками. Якщо важко вийняти запобіжники, не згинати далі пружини, а підчепити їх викруткою. Найкраще для вилучення запобіжників використовувати пінцет.
3. Перед вийманням клапанів із головки необхідно відзначити до якого циліндра належить. Щоб це зробити необхідно:
- на клапанах першого циліндра набити - по одній точці,
- другого - по дві точки,
- третього - по три точки,
- четвертого - не набивати крапок
Крапки набиваються кернером (на клапанах впускному та випускному) з боку камери згоряння тоді, коли клапан надійно спирається всім периметром шпонки про гніздо клапана Подібні точки можемо набити на поверхні камери згоряння, щоб не було сумніву під час монтажу. Перший циліндр знаходиться біля ременя розподілу, четвертий циліндр – біля маховика.
Після того, як вийняли клапани, їх необхідно оглянути. Дуже глибокі подряпини на поверхні, що ущільнює, не піддаються затирці, кваліфікують клапан як необхідний для заміни. Подібним чином робимо, коли клапан викривлений або згорів. Закінчення штока необхідно зашліфувати, щоб усунути сліди впливу клапанного важеля або штовхача. Нагар зі штока можна зняти металевою щіткою, що обертається.
4. Перевірити стан клапанних важелів Якщо помітне певне зношування на поверхні контакту важеля з кулачком, тоді важіль замінюємо новим. Якщо на працюючій поверхні важеля і штока клапана помітна вм'ятина, тоді поверхню важеля необхідно зашліфувати.
5. Потім перевіряємо стан клапанних пружин. Пружини, що лопнули, пошкоджені або після великого пробігу повинні бути замінені на нові. У разі сумніву щодо їх стану можна перевірити згинання пружини на спеціалізованому підприємстві під певним тиском.
6. Знімаємо ущільнювачі напрямних клапанів. Потім виймаємо нижні гнізда клапанних пружин (фото 1.116).

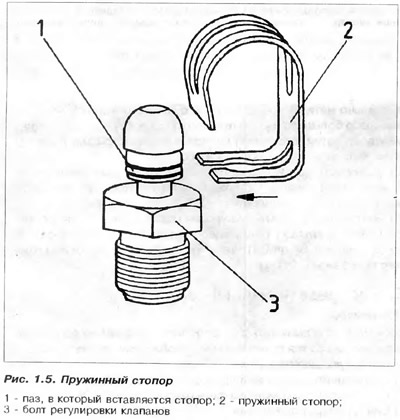
7. Не треба викручувати болти з кулястими головками (Мал. 1.5), Хіба що це буде необхідно тільки у разі їх пошкодження, оскільки існує можливість зриву різьблення в головці.
8. Нагар необхідно обережно знімати срібком, щоб не пошкодити герметичну поверхню голівки та гнізд клапанів.
Необхідно також очистити тарілку клапана, звертаючи увагу на його герметичну поверхню. Частим недоліком двигуна, викликаним великою кількістю нагару, є самозапалювання або труднощі при регулюванні правильного кута випередження запалення. Виявляється це при спалюванні палива зі стукотом у двигуні, якщо кут випередження запалення виставлений згідно з регулювальними даними.


9. Використовуючи скребок, необхідно усунути всі залишки прокладок, потім промити голівку гасом, сполоснути водою і продути стисненим повітрям.
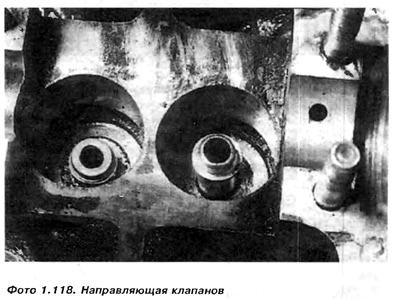
10. Перевірити на знос отвори напрямних клапанів та за потреби замінити. Перевірку зносу направляючої проводимо вставляючи новий клапан в напрямну і вимірюючи просування тарілки клапана перпендикулярно до осі клапана, від одного крайнього положення до іншого, Клапан повинен бути так вставлений щоб верхівка штока клапана знаходилася в одній площині з верхівкою направляючої клапана Величина цього переміщення не повинна перевищувати1 мм для впускного клапана та 1,3 мм для випускного клапана. Для старого клапана ці величини можуть бути трохи більшими. Необхідно почергово перевірити напрямні та. якщо виміряні величини (при використанні нового клапана) більше даних, тоді напрямні необхідно замінити Використану направляючу вибиваємо молотком через колотушку, центровану на отворі, або видавлюємо її пресом (фото 1.120). Нова напрямна повинна бути пресою, що вдавлюється, і рекомендуємо підігрів головки до температури 70°С. Можемо також покласти напрямну в морозильну камеру. Перед тим. як вибити стару напрямну. необхідно її виміряти, наскільки вона підноситься над поверхнею головкою, і також вдавити нову. Перед вдавлюванням отвір у голівці та напрямну необхідно змастити олією. На стояку преса встановити головку так щоб вісь отвору в головці збіглася з віссю поршня преса. Після вдавлювання необхідно перевірити дані вище за величину переміщення клапана.

Якщо є мікрометр і нутромір для малих отворів, то виміряний монтажний зазор між клапаном і напрямною повинен перебувати в межах 0,03...0,06 мм для нових частин і до 0,15 мм — для частин, що використовуються.

Якщо під час вдавлювання внутрішній отвір, що виправляє, піддасться деформації необхідно його розсвердлити калібрувальним свердлом.
Натяг між новою напрямною та отвором у головці повинен знаходитися в межах від 0,06 до 0,10 мм.
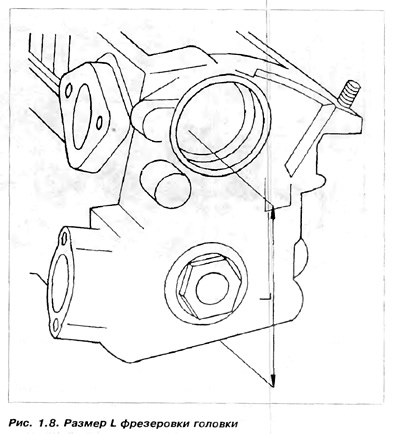
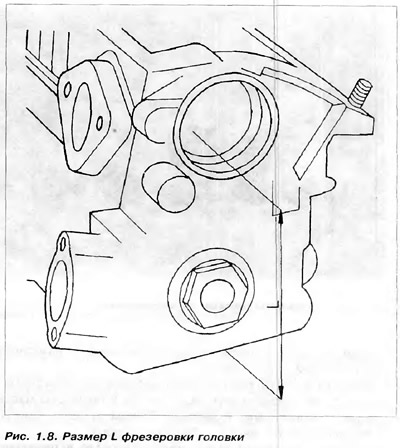
11. Використовуючи лінійку та вимірювач зазорів, необхідно перевірити, чи не зазнала поверхня головки деформації. Зверніть особливу увагу на поверхню між камерами згоряння. Впала поверхня в цих місцях тягне за собою слабкіший притиск прокладки. Так як відстань між циліндрами не дуже велика, ослаблений притиск прокладки збільшує можливість її перегорання. Якщо в якомусь місці між лінійкою і головкою вдається вставити вимірювач зазорів товщиною 0.1 мм, тоді необхідно зробити обробку поверхні головки відповідно обладнаному механічному підприємстві. Частою причиною викривлення голів є нерівномірний затискач або віджим без ослаблення всіх болтів, а пізніше - їх повне відкручування. Величина розміру L вказана у технічних даних. Якщо знятий під час обробки шари більше, ніж 0.5 мм, необхідна фрезерування гнізд клапанів, щоб опустити клапани глибше на товщину знятого шару. Це необхідно, щоб не допустити удару поршня в клапан і уникнути викривлення клапанів. Ця операція проводиться фрезами для гнізд клапанів, які відсотковані по осі направляючої клапанів. Гніздо необхідно фрезувати також тоді, коли є сліди корозії і видно випалені місця і тоді, коли були замінені натравлюючі клапани. Якщо невелика корозія достатньо її прибрати за допомогою шліфувальної пасти.
Увага: Заміна гнізд клапанів повинна проводитись на спеціалізованому підприємстві, оскільки під час монтажу повинні дотримуватись певних умов.
Перед вдавлюванням головки гнізда необхідно підігріти до 320°або охолодити гнізда в рідкому азоті, а головку підігріти до 100°С.
12. Способи ремонту гнізд клапанів: гнізда клапанів ремонтуються фрезуванням та затиранням або шліфуванням та затиранням. Обмовимо перший метод, т.к. для шліфування необхідний дуже дорогий шліфувальний верстат. Ручні шліфувальні верстати не гарантують відповідної точності обробки, тому що передають вібрацію від електродвигуна (у наших шліфувальних верстатах часто невідрегульованого). Вони ефективно використовуються для зняття затверділої поверхні гнізда клапана. Після шліфування на стаціонарному шліфувальному верстаті затірка не потрібна Фрезовка має той недолік, що необхідна затірка, тому поверхня гнізда після обробки злегка хвиляста Фрезовку гнізда виконуємо комплектом трьох фрез з кутами 30°, 90°, 150°. Фрезу з кутом 90°вставляємо в патрон з центруючим стрижнем, який вставляємо в отвір направляючого клапана. притискаючи його до гнізда, повільно обертаємо за годинниковою стрілкою. Умовою правильної обробки є:
а) Виготовлення поверхні підгонки у вигляді рівної смужки шириною від 1.5 до 2.0 мм (Мал. 1.8)
б) Кут нахилу цієї смужки повинен становити 90°, а поверхня смужки має бути поосьовий з отвором напрямної клапана.
Якщо під час фрезування ширина смужки перевищить допустиму межу, необхідно зменшити її, використовуючи дві додаткові фрези з кутами спочатку 150°, а потім 30°, фрезою з кутом 90°. Головна проблема - це збереження співвісності Часто отвори напрямної клапана і центруючий стрижень мають проміжок, який не дозволяє уникнути помилок при співвісності.
Неспіввісно оброблене гніздо вимагатиме тривалого затирання. Можна спробувати уникнути цього. Після фрезерування гнізда (перед затіркою) необхідно вставити відповідний клапан, дотиснути його злегка пальцем до пригону, а другою рукою провернути його кілька разів, щоб він нормально ліг у гніздо. Вставити в приводний або вивідний колектор шланг зі стисненим повітрям не під дуже великим тиском. Потім на притиснутий клапан необхідно налити трохи гасу. Бульбашки повітря, що з'являються, вкажуть місця, в яких клапан не стикується з гніздом. Саме недолік співвісності дає такий ефект, що тарілка клапана стикується лише частково по периметру з гніздом Необхідно повторно фрезерувати гніздо, звертаючи увагу на те, щоб під час обертання одночасно штовхати фрезу в напрямку тієї частини периметра, з якої бульбашки не з'явилися. При певному навичці та кількох спробах можна виправити помилку співвісності.
Коментарі відвідувачів